
TEST METHOD-CROSS-CUT TAPE TEST-ASTM D3359-02
TEST METHOD-CROSS-CUT TAPE TEST-ASTM D3359-02
10. Apparatus and Materials
10.1 Cutting Tool9—Sharp razor blade, scalpel, knife or other cutting device having a cutting edge angle between 15 and 30° that will make either a single cut or several cuts at once. It is of particular importance that the cutting edge or edges be in good condition.
10.2 Cutting Guide—If cuts are made manually (as opposed to a mechanical apparatus) a steel or other hard metal straightedge or template to ensure straight cuts.
10.3 Rule—Tempered steel rule graduated in 0.5 mm for measuring individual cuts.
10.4 Tape, as described in 5.3.
10.5 Rubber Eraser, on the end of a pencil.
10.6 Illumination, as described in 5.5.
10.7 Magnifying Glass—An illuminated magnifier to be used while making individual cuts and examining the test area.
11. Test Specimens
11.1 Test specimens shall be as described in Section 6. It should be noted, however, that multitip cutters10 provide good results only on test areas sufficiently plane that all cutting edges contact the substrate to the same degree. Check for flatness with a straight edge such as that of the tempered steel rule.
12. Procedure
12.1 Where required or when agreed upon, subject the specimens to a preliminary test before conducting the tape test (see Note 3). After drying or testing the coating, conduct the tape test at room temperature as defined in Specification D 3924, unless D 3924 standard temperature is required or agreed.
12.1.1 For specimens which have been immersed: After immersion, clean and wipe the surface with an appropriate solvent which will not harm the integrity of the coating. Then dry or prepare the surface, or both, as agreed upon between the purchaser and the seller.
12.2 Select an area free of blemishes and minor surface imperfections, place on a firm base, and under the illuminated magnifier, make parallel cuts as follows:
12.2.1 For coatings having a dry film thickness up to and including 2.0 mils (50 μm) space the cuts 1 mm apart and make eleven cuts unless otherwise agreed upon.
12.2.2 For coatings having a dry film thickness between 2.0 mils (50 μm) and 5 mils (125 μm), space the cuts 2 mm apart and make six cuts. For films thicker than 5 mils use Test Method A.11
12.2.3 Make all cuts about 20 mm (3⁄4 in.) long. Cut through the film to the substrate in one steady motion using just sufficient pressure on the cutting tool to have the cutting edge reach the substrate. When making successive single cuts with the aid of a guide, place the guide on the uncut area.
12.3 After making the required cuts brush the film lightly with a soft brush or tissue to remove any detached flakes or ribbons of coatings.
12.4 Examine the cutting edge and, if necessary, remove any flat spots or wire-edge by abrading lightly on a fine oil stone. Make the additional number of cuts at 90° to and centered on the original cuts.
12.5 Brush the area as before and inspect the incisions for reflection of light from the substrate. If the metal has not been reached make another grid in a different location.
12.6 Remove two complete laps of tape and discard. Remove an additional length at a steady (that is, not jerked) rate and cut a piece about 75 mm (3 in.) long.
12.7 Place the center of the tape over the grid and in the area of the grid smooth into place by a finger. To ensure good contact with the film rub the tape firmly with the eraser on the end of a pencil. The color under the tape is a useful indication of when good contact has been made.
12.8 Within 90 6 30 s of application, remove the tape by seizing the free end and rapidly (not jerked) back upon itself at as close to an angle of 180° as possible.
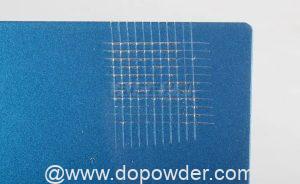
12.9 Inspect the grid area for removal of coating from the substrate or from a previous coating using the illuminated magnifier. Rate the adhesion in accordance with the following scale illustrated in Fig. 1: 5B The edges of the cuts are completely smooth; none of the squares of the lattice is detached.
4B Small flakes of the coating are detached at intersections; less than 5 % of the area is affected.
3B Small flakes of the coating are detached along edges and at intersections of cuts. The area affected is 5 to 15 % of the lattice.
2B The coating has flaked along the edges and on parts of the squares.The area affected is 15 to 35 % of the lattice.
1B The coating has flaked along the edges of cuts in large ribbons and whole squares have detached. The area affected is 35 to 65 % of the lattice.
0B Flaking and detachment worse than Grade 1.
12.10 Repeat the test in two other locations on each test panel.
13. Report
13.1 Report the number of tests, their mean and range, and for coating systems, where the failure occurred, that is, between first coat and substrate, between first and second coat,
etc.
13.2 Report the substrate employed, the type of coating and the method of cure.
13.3 If the adhesion strength has been determined in accordance with Test Methods D 1000 or D 3330, report the results with the adhesion rating(s). If the adhesion strength of the tape has not been determined, report the specific tape used and its manufacturer.
13.4 If the test is performed after immersion, report immersion conditions and method of sample preparation.
14. Precision and Bias
14.1 On the basis of two interlaboratory tests of this test method in one of which operators in six laboratories made one adhesion measurement on three panels each of three coatings covering a widerange of adhesion and in the other operators in six laboratories made three measurements on two panels each of four different coatings applied over two other coatings, the pooled standard deviations for within- and betweenlaboratories were found to be 0.37 and 0.7. Based on these standard deviations, the following criteria should be used for judging the acceptability of results at the 95 % confidence level:
14.1.1 Repeatability—Provided adhesion is uniform over a large surface, results obtained by the same operator should be considered suspect if they differ by more than one rating unit for two measurements.
14.1.2 Reproducibility—Two results, each the mean of duplicates or triplicates, obtained by different operators should be considered suspect if they differ by more than two rating units.
14.2 Bias cannot be established for these test methods.
Comments are Closed