
PRÜFVERFAHREN-CROSS-CUT TAPE TEST-ASTM D3359-02
PRÜFVERFAHREN-CROSS-CUT TAPE TEST-ASTM D3359-02
10. Geräte und Materialien
10.1 Schneidwerkzeug9—Scharfe Rasierklinge, Skalpell, Messer oder anderes Schneidgerät mit einem Schneidkantenwinkel zwischen 15 und 30°, das entweder einen einzelnen Schnitt oder einen Schnitt machtral schneidet auf einmal. Es ist besonders wichtig, dass die Schneidkante oder die Kanten in gutem Zustand sind.
10.2 Schnittführung – Wenn Schnitte manuell durchgeführt werden (im Gegensatz zu einem mechanischen Gerät), ein Stahl- oder anderes Hartmetalllineal oder eine Schablone, um gerade Schnitte sicherzustellen.
10.3 Lineal – Lineal aus gehärtetem Stahl mit einer Einteilung von 0.5 mm zum Messen einzelner Schnitte.
10.4 Klebeband, wie in 5.3 beschrieben.
10.5 Radiergummi, am Ende eines Bleistifts.
10.6 Beleuchtung, wie unter 5.5 beschrieben.
10.7 Lupe – Eine beleuchtete Lupe, die verwendet wird, während einzelne Schnitte vorgenommen und der Testbereich untersucht werden.
11. Testproben
11.1 Prüfkörper sind wie in Abschnitt 6 beschrieben zu beschaffen. Es ist jedoch zu beachten, dass Mehrschneidenfräser10 nur auf Prüfflächen gute Ergebnisse liefern, die so eben sind, dass alle Schneidkanten den Untergrund in gleichem Maße berühren. Prüfen Sie die Ebenheit mit einem Haarlineal, wie dem Lineal aus gehärtetem Stahl.
12. Verfahren
12.1 Falls erforderlich oder vereinbart, unterziehen Sie die Proben einem Vortest, bevor Sie den Bandtest durchführen (siehe Anmerkung 3). Führen Sie nach dem Trocknen oder Testen der Beschichtung den Klebebandtest bei Raumtemperatur gemäß Spezifikation D 3924 durch, es sei denn, D 3924 Standardtemperatur ist erforderlich oder vereinbart.
12.1.1 Für eingetauchte Proben: Nach dem Eintauchen die Oberfläche reinigen und mit einem geeigneten Lösungsmittel abwischen, das die Unversehrtheit der Beschichtung nicht beeinträchtigt. Trocknen oder bereiten Sie dann die Oberfläche vor oder beides, wie zwischen Käufer und Verkäufer vereinbart.
12.2 Wählen Sie einen Bereich aus, der frei von Fehlern und kleineren Oberflächenfehlern ist, legen Sie ihn auf eine feste Unterlage und machen Sie unter der beleuchteten Lupe parallel schneidet wie folgt:
12.2.1 Bei Beschichtungen mit einer Trockenfilmdicke bis einschließlich 2.0 mil (50 μm) die Schnitte in einem Abstand von 1 mm voneinander trennen und elf Schnitte vornehmen, sofern nicht anders vereinbart.
12.2.2 Bei Beschichtungen mit einer Trockenfilmdicke zwischen 2.0 mil (50 μm) und 5 mil (125 μm) die Schnitte in einem Abstand von 2 mm anordnen und sechs Schnitte vornehmen. Verwenden Sie für Folien, die dicker als 5 mil sind, Testmethode A.11
12.2.3 Alle Schnitte etwa 20 mm (3⁄4 Zoll) lang machen. Schneiden Sie in einer gleichmäßigen Bewegung durch die Folie bis zum Substrat, wobei Sie gerade so viel Druck auf das Schneidwerkzeug ausüben, dass die Schneidkante das Substrat erreicht. Wenn Sie aufeinanderfolgende Einzelschnitte mit Hilfe einer Führung ausführen, legen Sie die Führung auf den ungeschnittenen Bereich.
12.3 Nachdem Sie die erforderlichen Schnitte vorgenommen haben, bürsten Sie die Folie leicht mit einer weichen Bürste oder einem Tuch, um alle abgelösten Flocken oder Streifen der Beschichtung zu entfernen.
12.4 Untersuchen Sie die Schnittkante und entfernen Sie gegebenenfalls flache Stellen oder Drahtkanten, indem Sie leicht auf einem feinen Ölstein schleifen. Führen Sie die zusätzliche Anzahl von Schnitten im 90°-Winkel zu und zentriert zu den ursprünglichen Schnitten durch.
12.5 Bürsten Sie den Bereich wie zuvor und inspizieren Sie die Einschnitte auf Lichtreflexion vom Substrat. Wenn das Metall nicht erreicht wurde, machen Sie ein weiteres Gitter an einer anderen Stelle.
12.6 Entfernen Sie zwei komplette Bandrunden und entsorgen Sie sie. Entfernen Sie eine zusätzliche Länge gleichmäßig (d. h. nicht ruckartig) und schneiden Sie ein etwa 75 mm (3 Zoll) langes Stück ab.
12.7 Legen Sie die Mitte des Klebebands über das Gitter und glätten Sie es im Bereich des Gitters mit einem Finger. Um einen guten Kontakt mit dem Film zu gewährleisten, reiben Sie das Klebeband fest mit dem Radiergummi am Ende eines Bleistifts. Die Farbe unter dem Band ist ein nützlicher Hinweis darauf, wann ein guter Kontakt hergestellt wurde.
12.8 Entfernen Sie das Klebeband innerhalb von 90 6 30 s nach dem Anbringen, indem Sie das freie Ende fassen und schnell (ohne Ruck) in einem Winkel von möglichst 180° auf sich selbst zurückführen.
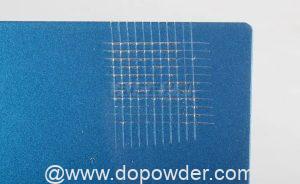
12.9 Untersuchen Sie den Gitterbereich mit der beleuchteten Lupe auf Entfernung der Beschichtung vom Substrat oder von einer vorherigen Beschichtung. Bewerten Sie die Haftung gemäß der folgenden Skala, die in Abb. 1 dargestellt ist: 5B Die Kanten der Schnitte sind vollständig glatt; keines der Quadrate des Gitters ist abgelöst.
4B An den Kreuzungen lösen sich kleine Flocken der Beschichtung; weniger als 5 % der Fläche sind betroffen.
3B Entlang der Kanten und an Schnittpunkten lösen sich kleine Flocken der Beschichtung. Die betroffene Fläche beträgt 5 bis 15 % des Gitters.
2B Die Beschichtung ist an den Rändern und an Teilen der Quadrate abgeplatzt. Die betroffene Fläche beträgt 15 bis 35 % des Gitters.
1B Die Beschichtung ist an den Schnittkanten in großen Bändern abgeplatzt und ganze Quadrate haben sich abgelöst. Die betroffene Fläche beträgt 35 bis 65 % des Gitters.
0B Abblättern und Ablösen schlimmer als Grad 1.
12.10 Wiederholen Sie den Test an zwei anderen Stellen auf jeder Testplatte.
13. Bericht
13.1 Angabe der Anzahl der Tests, ihres Mittelwerts und Bereichs sowie für Beschichtungssysteme, bei denen das Versagen aufgetreten ist, d. h. zwischen erster Schicht und Substrat, zwischen erster und zweiter Schicht,
usw.
13.2 Geben Sie das verwendete Substrat, die Art der Beschichtung und das Härtungsverfahren an.
13.3 Wenn die Haftfestigkeit gemäß den Prüfmethoden D 1000 oder D 3330 bestimmt wurde, geben Sie die Ergebnisse mit der/den Haftbewertung(en) an. Wenn die Haftfestigkeit des Klebebands nicht bestimmt wurde, geben Sie das verwendete Klebeband und seinen Hersteller an.
13.4 Wenn die Prüfung nach dem Eintauchen durchgeführt wird, geben Sie die Eintauchbedingungen und das Verfahren der Probenvorbereitung an.
14. Präzision und Voreingenommenheit
14.1 Auf der Grundlage von zwei Ringversuchen dieses Prüfverfahrens, in dem einer von Bedienern in sechs Laboratorien eine Haftungsmessung an drei Blechen mit jeweils drei Beschichtungen mit einem breiten Haftungsbereich und in dem anderen Bediener in sechs Laboratorien drei Messungen an zwei Blechen durchführten Jede von vier verschiedenen Beschichtungen, die über zwei anderen Beschichtungen aufgetragen wurden, ergab, dass die gepoolten Standardabweichungen für innerhalb und zwischen Laboratorien 0.37 und 0.7 betrugen. Basierend auf diesen Standardabweichungen sollten die folgenden Kriterien zur Beurteilung der Annehmbarkeit von Ergebnissen auf dem 95 %-Konfidenzniveau verwendet werden:
14.1.1 Wiederholbarkeit – Unter der Voraussetzung, dass die Haftung über eine große Oberfläche gleichmäßig ist, sollten Ergebnisse, die von demselben Bediener erhalten wurden, als zweifelhaft angesehen werden, wenn sie sich bei zwei Messungen um mehr als eine Bewertungseinheit unterscheiden.
14.1.2 Reproduzierbarkeit – Zwei Ergebnisse, jeweils der Mittelwert von Duplikaten oder Triplikaten, die von verschiedenen Bedienern erhalten wurden, sollten als verdächtig angesehen werden, wenn sie sich um mehr als zwei Bewertungseinheiten unterscheiden.
14.2 Für diese Testmethoden kann keine systematische Abweichung festgestellt werden.
Kommentarfunktion ist geschlossen