
Tag: Primjena u prahu
Kako smanjiti izloženost radnika opasnostima u prahu
Kako smanjiti izloženost radnika opasnostima kada koristite prašak za premazivanje u prahu Eliminacija Odaberite prašak za lakiranje bez TGIC-a koji je lako dostupan. Inženjerske kontrole Najefikasnije inženjerske kontrole za smanjenje izloženosti radnika su kabine, lokalna izduvna ventilacija i automatizacija procesa nanošenja praha. Konkretno: nanošenje praškastih premaza treba izvoditi u kabini u kojoj treba koristiti izvodljivu lokalnu izduvnu ventilaciju pri obavljanju aktivnosti premazivanja prahom, za vrijeme punjenja spremnika, prilikom rekuperacije praha iČitaj više …
Primjena cirkonij fosfata u premazima
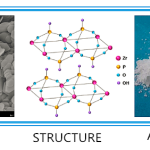
Primjena cirkonij fosfata u premazima Zbog svojih posebnih svojstava, cirkonij hidrogenfosfat se može dodati u smole, PP, PE, PVC, ABS, PET, PI, najlon, plastiku, ljepila, premaze, boje, boje, epoksidne smole, vlakna, fina keramika i drugi materijali. Otpornost na visoke temperature, otpornost na vatru, otpornost na koroziju, otpornost na ogrebotine, povećanu žilavost i vlačnu čvrstoću ojačanih materijala. Uglavnom imaju sljedeće prednosti: Povećavaju mehaničku čvrstoću, žilavost i vlačnu čvrstoću Može se koristiti na visokim temperaturama za poboljšanje otpornosti plamena Dobra sposobnost plastificiranjaČitaj više …
Zašto i kako ponovo premazati praškastim premazom

Recoat Powder Coating Nanošenje drugog sloja praha je uobičajen pristup za popravku i vraćanje odbijenih dijelova. Međutim, kvar treba pažljivo analizirati i ispraviti izvor prije ponovnog premaza. Nemojte nanositi novi premaz ako je odbačeni nedostatak uzrokovan fabrikom, lošim kvalitetom podloge, lošim čišćenjem ili prethodnom obradom, ili kada debljina dva sloja zajedno bude izvan tolerancije. Također, ako je dio odbačen zbog nedovoljno stvrdnjavanja, samo ga je potrebno ponovno ispećiČitaj više …
Uklanjanje narandžine kore tokom nanošenja praha

Postizanje prave količine elektrostatičke boje u prahu na dijelu je vrlo važno iz razloga trajnosti, kao i eliminacije narandžine kore. Ako poprskate premalo pudera na dio, najvjerovatnije ćete završiti sa zrnastom teksturom pudera također poznatom kao "zategnuta narandžina kora". To je zato što na dijelu nije bilo dovoljno praha da bi istekao i stvorio jednoličan premaz. Osim loše estetike ovoga, dio hoćeČitaj više …
Šta je proces premazivanja prahom
Proces premazivanja prahom Predobrada – sušenje radi uklanjanja vode – prskanje – Provjera – pečenje – provjera – Gotovo. 1. Karakteristike praškastog premaza mogu dati punu igru kako bi se produžio vijek trajanja premaza kako bi se prekinula obojena površina prvo strogo predobrada površine. 2. Sprej, farbano je da bude potpuno uzemljeno kako bi se povećala efikasnost praškastog premaza napuhavanja. 3. Veći površinski nedostaci za farbanje, premazani provodljivim kitom za ogrebotine, kako bi se osiguralo stvaranjeČitaj više …
Uklanjanje efekata uzrokovanih ispuštanjem gasova u praškastom premazu

Kako eliminisati efekte ispuštanja gasa u praškastom premazivanju Postoje neke različite metode za koje je dokazano da eliminišu ovaj problem: 1. Prethodno zagrevanje dela: Ova metoda je najpopularnija za eliminisanje problema ispuštanja gasa. Dio koji treba premazati se prethodno zagrije iznad temperature očvršćavanja najmanje isto toliko vremena kako bi se prah očvrsnuo kako bi se pustio zarobljeni plin prije nanošenja praškastog premaza. Ovo rješenje možda nećeČitaj više …
Koji su uslovi za eksplozije prašine

Tokom nanošenja praškastog premaza, potrebno je obratiti posebnu pažnju na uslove za eksplozije prašine kako bi se izbjeglo bilo kakvo pojavljivanje problema. Nekoliko uslova mora postojati istovremeno da bi došlo do eksplozije prašine. Prašina mora biti zapaljiva (što se tiče oblaka prašine, izrazi „zapaljiv”, „zapaljiv” i „eksplozivan” imaju isto značenje i mogu se koristiti naizmenično). Prašina se mora raspršiti (formirajući oblak u vazduhu). Koncentracija prašine mora biti unutar eksplozivnog rasponaČitaj više …
Koje su ekonomske prednosti praškastog premaza

Smanjenje troškova energije i rada, visoka operativna efikasnost i ekološka sigurnost su prednosti praškastog premaza koje privlače sve više i više završnih obrada. Velike uštede mogu se naći u svakoj od ovih oblasti. U poređenju sa sistemom tečnog premaza, sistem praškastog premaza ima sedamral očigledne značajne ekonomske prednosti. Postoje i mnoge prednosti koje same po sebi možda ne izgledaju značajne, ali, kada se uzmu u obzir, doprinose značajnoj uštedi troškova. Iako će ovo poglavlje pokušati pokriti sve prednosti troškovaČitaj više …
Opasnost od nanošenja praha

Koja je opasnost od praškastog premaza? Većina smola za premazivanje prahom je manje toksična i opasna, a sredstvo za očvršćavanje je znatno toksičnije od smole. Međutim, kada se formulira u prahu, toksičnost sredstva za očvršćavanje postaje vrlo mala ili gotovo netoksična. Eksperimenti na životinjama su pokazali da nema simptoma smrti i ozljede nakon udisanja praškastog premaza, ali postoje različiti stupnjevi iritacije očiju i kože. Iako genral praškasti premazi imajuČitaj više …
Faraday kavez u praškastom premazivanju

Pogledajmo šta se dešava u prostoru između pištolja za prskanje i dela tokom postupka nanošenja elektrostatičkog praškastog premaza. Na slici 1, napon visokog potencijala primijenjen na vrh elektrode za punjenje pištolja stvara električno polje (prikazano crvenim linijama) između pištolja i uzemljenog dijela. To dovodi do razvoja koronskog pražnjenja. Velika količina slobodnih jona generiranih koronskim pražnjenjem ispunjava prostor između pištolja i dijela.Čitaj više …
Optimizacija tehnologije ultra tankog praškastog premaza

Tehnologija ultra tankog praškastog premaza nije samo važan pravac razvoja praškastih premaza, već i jedan od problema koji svijet još uvijek muči u slikarskim krugovima. Praškasti premazi teško postižu ultra-tanki premaz, koji ne samo da uvelike ograničavaju obim njegove primjene, već i dovode do debljeg premaza (genrally 70um iznad). To je nepotreban trošak otpada za većinu aplikacija koje ne zahtijevaju debeli premaz. Kako bi riješili ovaj svjetski problem za postizanje ultra tankog premaza, stručnjaci su to učiniliČitaj više …
Kako premazati aluminijum prahom – Aluminijumsko premazivanje prahom

Powder Coat Aluminium U poređenju sa konvencionalnom bojom, premaz u prahu je mnogo izdržljiviji i obično se nanosi na delove podloge koji će biti dugotrajno izloženi teškim okruženjima. Možda bi se isplatilo uraditi „uradi sam“ ako oko vas ima puno aluminijumskih delova potrebnih za premazivanje prahom. nije teže kupiti pištolj za lakiranje u prahu na vašem tržištu nego prskati boju. Upute 1. Očistite dio u potpunosti, uklanjajući bilo kakvu boju, prljavštinu ili ulje. Uvjerite se da su sve komponente koje ne treba premazati (kao što su O-prstenovi ili brtve) uklonjene. 2. Zamaskijte bilo koje područje dijela koji se ne oblaže pomoću visokotemperaturne trake. Za blokiranje rupa, kupite silikonske čepove za višekratnu upotrebu koji se utiskuju u rupu. Zamaskirajte velike površine zalijepljenjem na komad aluminijske folije. 3. Postavite dio na žičanu rešetku ili ga objesite za metalnu kuku. Napunite spremnik baruta puškom barutom ne više od 1/3. Spojite kopču za uzemljenje pištolja na stalak. 4. Pošpricajte dio prahom, premažite ga ravnomjerno i potpuno. Za većinu dijelova bit će neophodan samo jedan sloj. 5.Zagrijte rernu da se ispeče.Ubacite dio u pećnicu pazeći da dio ne udari ili dodirnete premaz.Kontaktirajte dokumentaciju vašeg praha za premaz o potrebnoj temperaturi i vremenu sušenja. 6.Izvadite deo iz rerne i ostavite da se ohladi. Uklonite ljepljivu traku ili čepove. Napomene: Uvjerite se da je pištolj uključen u ispravno uzemljenu utičnicu. Pištolj ne može raditi bez uzemljenja. Za više detalja o procesu premazivanja aluminijuma u prahu, slobodnoČitaj više …
Zašto premazivanje prahom

Zašto premazivanje prahom EKONOMSKA RAZMATRANJA Izvrsnost završne obrade premazane prahom je praćena značajnim uštedama u poređenju sa sistemima za tečne premaze. Budući da prah ne sadrži VOC, zrak koji se koristi za ispuštanje kabine za raspršivanje praha može se recirkulirati direktno u postrojenje, eliminirajući troškove grijanja ili hlađenja zraka za šminkanje. Pećnice koje stvrdnjavaju premaze na bazi rastvarača moraju zagrijavati i ispuštati ogromne količine zraka kako bi osigurale da isparenja rastvarača ne dostignu potencijalno eksplozivan nivo. WithČitaj više …
Faktori koji utiču na izravnavanje praškastih premaza

Faktori koji utiču na izravnavanje praškastih premaza Praškasti premaz je nova vrsta 100% čvrstog praškastog premaza bez rastvarača. Ima dvije glavne kategorije: termoplastične praškaste premaze i termoreaktivne praškaste premaze. Boja se pravi od smole, pigmenta, punila, očvršćivača i drugih pomoćnih sredstava, pomešanih u određenom omjeru, a zatim pripremljena vrućim istiskivanjem i prosijavanjem i prosijavanjem. Čuvaju se na sobnoj temperaturi, stabilno, elektrostatičkim raspršivanjem ili premazivanjem u fluidiziranom sloju, ponovnim zagrijavanjem i pečenjem, očvršćavanjem taline, tako daČitaj više …
Popravka dijelova i skidanje vješalica u prahu

Metode popravke dijelova nakon praškastog premaza mogu se podijeliti u dvije kategorije: popravak i ponovni premaz. Reparacija je prikladna kada mala površina premazanog dijela nije pokrivena i ne može zadovoljiti specifikacije za završnu obradu. Kada oznake vješalica nisu prihvatljive, potrebno je popraviti. Dopuna se takođe može koristiti za popravku manjih oštećenja usled rukovanja, mašinske obrade ili zavarivanja tokom montaže. Ponovni premaz je potreban kada je dio odbijen zbog oštećenja velike površineČitaj više …
Tržište zaštitnih premaza za elektronske komponente premašuje 20 milijardi američkih dolara 2025

Novi izvještaj GlobalMarketInsight Inc. pokazuje da će do 2025. godine tržište zaštitnih premaza za elektronske komponente premašiti 20 milijardi dolara. Zaštitni premazi za elektronske komponente su polimeri koji se koriste na štampanim pločama (PCB) za električnu izolaciju i zaštitu komponenti od stresa iz okoline kao što su vlaga, hemikalije, prašina i krhotine. Ovi premazi se mogu nanositi tehnikama prskanja kao što su četkanje, umakanje, ručno ili automatsko prskanje. Povećana upotreba prijenosnih elektroničkih proizvoda, povećana potražnja za aplikacijama automobilske elektronike iČitaj više …
Primjena tehnologije samozarastajućeg premaza u praškastim premazima

Od 2017. godine, mnogi novi dobavljači kemikalija koji ulaze u industriju praškastih premaza pružili su novu pomoć za unapređenje tehnologije praškastog premaza. Tehnologija samozarastanja premaza iz Autonomic Materials Inc. (AMI) pruža rješenje za povećanu otpornost na koroziju epoksidnih praškastih premaza. Tehnologija samozacjeljivanja premaza bazirana je na mikrokapsuli sa strukturom jezgro-ljuska koju je razvio AMI i može se popravlja se kada je premaz oštećen. Ova mikrokapsula se naknadno miješa u procesu pripreme praškastog premaza. JednomČitaj više …
Koje su opasne hemikalije u procesu praškastog premaza

Triglicidilizocijanurat (TGIC) TGIC je klasifikovan kao opasna hemikalija i obično se koristi u aktivnostima premazivanja prahom. To je: senzibilizator kože, otrovan gutanjem i udisanjem, genotoksičan koji može uzrokovati ozbiljna oštećenja oka. Trebali biste provjeriti SDS i naljepnice kako biste utvrdili da li boje premaza u prahu koje koristite sadrže TGIC. Elektrostatički premazi u prahu koji sadrže TGIC nanose se elektrostatičkim postupkom. Radnici koji mogu doći u direktan kontakt sa TGIC praškastim premazima su osobe: punjenje rezervoara ručno prskanje boje u prahu,Čitaj više …
Kako premazati puderom

Kako premazati prahom: prethodna obrada – sušenje za uklanjanje vode – prskanje – Provjera – pečenje – provjera – Gotovo. 1. Karakteristike praškastog premaza mogu dati punu igru kako bi se produžio vijek trajanja premaza kako bi se prekinula obojena površina prvo strogo predobrada površine. 2. Sprej, farbano je da bude potpuno uzemljeno kako bi se povećala efikasnost praškastog premaza napuhavanja. 3. Veći površinski nedostaci za farbanje, premazani provodljivim kitom za ogrebotine, kako bi se osiguraloČitaj više …
Proces sušenja praškastih premaza u pećnici

Proces sušenja praškastih premaza u pećnici sastoji se od tri faze. Prvo se tope čvrste čestice, zatim se spajaju i na kraju formiraju jednoličan film ili premaz na površini. Održavanje niske viskoznosti premaza u odgovarajućem vremenu je veoma važno za glatku i ravnu površinu. Smanjenjem tokom procesa očvršćavanja, viskozitet ima tendenciju povećanja čim reakcija (geliranje) počne. Dakle, reaktivnost i temperatura toplote imaju značajnu ulogu u stvaranjuČitaj više …
Problemi sa nanošenjem praha na pocinkovane površine
Poliesterski premaz u prahu preko vruće pocinčanog čelika pruža arhitekturu visokog kvalitetaral Završna obrada čeličnih predmeta s odličnim karakteristikama atmosferskih vremenskih uvjeta. Proizvod premazan prahom osigurava maksimalnu izdržljivost čeličnih komponenti, što će genrally pružaju 50+ godina životnog vijeka bez hrđe u većini arhitekataral aplikacije. Ipak, i dalje postoje neki problemi tokom ove aplikacije. Toplo pocinkovane površine su priznate kao teške za premazivanje prahom od kada je tehnologija prvi put razvijena 1960-ih. Industrijski galvanizatori su započeli istraživanje uČitaj više …