
టెస్ట్ మెథడ్-క్రాస్-కట్ టేప్ టెస్ట్-ASTM D3359-02
టెస్ట్ మెథడ్-క్రాస్-కట్ టేప్ టెస్ట్-ASTM D3359-02
10. ఉపకరణం మరియు పదార్థాలు
10.1 కట్టింగ్ టూల్9-పదునైన రేజర్ బ్లేడ్, స్కాల్పెల్, కత్తి లేదా ఇతర కట్టింగ్ పరికరం 15 మరియు 30° మధ్య కోణాన్ని కలిగి ఉంటుంది, అది ఒకే కట్ లేదా సెవ్ చేస్తుందిral ఒక్కసారిగా కోతలు. కట్టింగ్ ఎడ్జ్ లేదా అంచులు మంచి స్థితిలో ఉండటం ప్రత్యేక ప్రాముఖ్యత.
10.2 కట్టింగ్ గైడ్ - కట్లను మాన్యువల్గా చేస్తే (మెకానికల్ ఉపకరణానికి విరుద్ధంగా) స్ట్రెయిట్ కట్లను నిర్ధారించడానికి స్టీల్ లేదా ఇతర హార్డ్ మెటల్ స్ట్రెయిట్డ్జ్ లేదా టెంప్లేట్.
10.3 నియమం-వ్యక్తిగత కోతలను కొలిచేందుకు 0.5 మిమీలో టెంపర్డ్ స్టీల్ రూల్ గ్రాడ్యుయేట్ చేయబడింది.
10.4లో వివరించిన విధంగా 5.3 టేప్.
10.5 రబ్బరు ఎరేజర్, పెన్సిల్ చివర.
10.6 ప్రకాశం, 5.5లో వివరించబడింది.
10.7 మాగ్నిఫైయింగ్ గ్లాస్-వ్యక్తిగత కోతలు చేస్తున్నప్పుడు మరియు పరీక్ష ప్రాంతాన్ని పరిశీలిస్తున్నప్పుడు ఉపయోగించబడుతుంది.
11. పరీక్ష నమూనాలు
11.1 పరీక్ష నమూనాలు సెక్షన్ 6లో వివరించిన విధంగా ఉండాలి. అయితే, మల్టీటిప్ కట్టర్లు10 పరీక్షా ప్రాంతాలలో మాత్రమే మంచి ఫలితాలను అందిస్తాయి, అన్ని కట్టింగ్ ఎడ్జ్లు సబ్స్ట్రేట్ను ఒకే స్థాయిలో సంప్రదిస్తాయని గమనించాలి. టెంపర్డ్ స్టీల్ రూల్ వంటి సరళ అంచుతో ఫ్లాట్నెస్ కోసం తనిఖీ చేయండి.
12. విధానము
12.1 అవసరమైన చోట లేదా అంగీకరించినప్పుడు, టేప్ పరీక్షను నిర్వహించే ముందు నమూనాలను ప్రాథమిక పరీక్షకు గురి చేయండి (గమనిక 3 చూడండి). పూతను ఎండబెట్టడం లేదా పరీక్షించిన తర్వాత, D 3924 ప్రామాణిక ఉష్ణోగ్రత అవసరం లేదా అంగీకరించకపోతే, స్పెసిఫికేషన్ D 3924లో నిర్వచించిన విధంగా గది ఉష్ణోగ్రత వద్ద టేప్ పరీక్షను నిర్వహించండి.
12.1.1 ముంచిన నమూనాల కోసం: ఇమ్మర్షన్ తర్వాత, పూత యొక్క సమగ్రతకు హాని కలిగించని తగిన ద్రావకంతో ఉపరితలాన్ని శుభ్రం చేసి తుడవండి. అప్పుడు కొనుగోలుదారు మరియు విక్రేత మధ్య అంగీకరించిన విధంగా ఉపరితలం లేదా రెండింటినీ పొడిగా లేదా సిద్ధం చేయండి.
12.2 మచ్చలు మరియు చిన్న ఉపరితల లోపాలు లేని ప్రాంతాన్ని ఎంచుకోండి, దృఢమైన బేస్ మీద ఉంచండి మరియు ఇల్యూమినేటెడ్ మాగ్నిఫైయర్ కింద, pa చేయండిralఈ క్రింది విధంగా లెల్ కట్స్:
12.2.1 2.0 మిల్స్ (50 μm) వరకు పొడి పొర మందం ఉన్న పూతలకు 1 మి.మీ దూరంలో కట్లు ఉంటాయి మరియు అంగీకారం లేని పక్షంలో పదకొండు కోతలు చేయండి.
12.2.2 2.0 mills (50 μm) మరియు 5 mills (125 μm) మధ్య డ్రై ఫిల్మ్ మందం కలిగి ఉండే పూతలకు, కోతలను 2 మిమీ దూరంలో ఉంచండి మరియు ఆరు కోతలు చేయండి. 5 మిల్స్ కంటే ఎక్కువ మందం ఉన్న ఫిల్మ్ల కోసం టెస్ట్ మెథడ్ A.11ని ఉపయోగించండి
12.2.3 20 mm (3⁄4 in.) పొడవుతో అన్ని కోతలు చేయండి. కట్టింగ్ ఎడ్జ్ సబ్స్ట్రేట్కు చేరుకోవడానికి కట్టింగ్ టూల్పై తగినంత ఒత్తిడిని ఉపయోగించి ఒక స్థిరమైన కదలికలో ఫిల్మ్ను సబ్స్ట్రేట్కి కత్తిరించండి. గైడ్ సహాయంతో వరుసగా సింగిల్ కట్లను చేస్తున్నప్పుడు, గైడ్ను కత్తిరించని ప్రదేశంలో ఉంచండి.
12.3 అవసరమైన కోతలు చేసిన తర్వాత, ఏదైనా వేరు చేయబడిన రేకులు లేదా పూత రిబ్బన్లను తొలగించడానికి మృదువైన బ్రష్ లేదా కణజాలంతో ఫిల్మ్ను తేలికగా బ్రష్ చేయండి.
12.4 కట్టింగ్ ఎడ్జ్ను పరిశీలించండి మరియు అవసరమైతే, ఏదైనా ఫ్లాట్ స్పాట్లు లేదా వైర్-ఎడ్జ్ని చక్కటి నూనె రాయిపై తేలికగా రాపివేయడం ద్వారా తొలగించండి. 90° వద్ద అదనపు కట్లను చేయండి మరియు అసలు కట్లపై కేంద్రీకరించండి.
12.5 ప్రాంతాన్ని మునుపటిలా బ్రష్ చేయండి మరియు ఉపరితలం నుండి కాంతి ప్రతిబింబం కోసం కోతలను తనిఖీ చేయండి. మెటల్ చేరుకోకపోతే వేరే ప్రదేశంలో మరొక గ్రిడ్ను తయారు చేయండి.
12.6 టేప్ యొక్క రెండు పూర్తి ల్యాప్లను తీసివేసి, విస్మరించండి. ఒక స్థిరమైన (అంటే కుదుపు లేని) రేటుతో అదనపు పొడవును తీసివేసి, 75 మిమీ (3 అంగుళాలు) పొడవు గల భాగాన్ని కత్తిరించండి.
12.7 గ్రిడ్పై టేప్ మధ్యలో ఉంచండి మరియు గ్రిడ్ ప్రాంతంలో వేలితో మృదువైన ప్రదేశంలో ఉంచండి. ఫిల్మ్తో మంచి సంబంధాన్ని నిర్ధారించుకోవడానికి టేప్ను పెన్సిల్ చివర ఉన్న ఎరేజర్తో గట్టిగా రుద్దండి. ది రంగు టేప్ కింద మంచి పరిచయం ఏర్పడినప్పుడు ఉపయోగకరమైన సూచన.
12.8 అప్లికేషన్ యొక్క 90 6 30 సెకన్లలోపు, ఫ్రీ ఎండ్ని సీజ్ చేయడం ద్వారా టేప్ను తీసివేయండి మరియు వీలైనంత 180° కోణానికి దగ్గరగా వేగంగా (కుదుపులకు గురికాకుండా) దాని మీదకే తిరిగి వెళ్లండి.
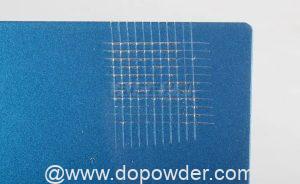
12.9 ఇల్యూమినేటెడ్ మాగ్నిఫైయర్ని ఉపయోగించి సబ్స్ట్రేట్ నుండి లేదా మునుపటి పూత నుండి పూత తొలగించడం కోసం గ్రిడ్ ప్రాంతాన్ని తనిఖీ చేయండి. అంజీర్ 1: 5Bలో వివరించిన క్రింది స్కేల్కు అనుగుణంగా సంశ్లేషణను రేట్ చేయండి. కట్ల అంచులు పూర్తిగా మృదువుగా ఉంటాయి; జాలక యొక్క చతురస్రాలు ఏవీ వేరు చేయబడవు.
4B పూత యొక్క చిన్న రేకులు విభజనల వద్ద వేరు చేయబడతాయి; 5% కంటే తక్కువ ప్రాంతం ప్రభావితమవుతుంది.
3B పూత యొక్క చిన్న రేకులు అంచుల వెంట మరియు కట్ల విభజనల వద్ద వేరు చేయబడతాయి. ప్రభావిత ప్రాంతం లాటిస్లో 5 నుండి 15% వరకు ఉంటుంది.
2B పూత అంచుల వెంబడి మరియు చతురస్రాల భాగాలపై పొరలుగా ఉంది. ప్రభావిత ప్రాంతం జాలకలో 15 నుండి 35 % వరకు ఉంటుంది.
1B పెద్ద రిబ్బన్లలో కోటింగ్ల అంచుల వెంట పూత పొరలుగా ఉంది మరియు మొత్తం చతురస్రాలు వేరు చేయబడ్డాయి. ప్రభావిత ప్రాంతం లాటిస్లో 35 నుండి 65% వరకు ఉంటుంది.
0B ఫ్లేకింగ్ మరియు డిటాచ్మెంట్ గ్రేడ్ 1 కంటే అధ్వాన్నంగా ఉంది.
12.10 ప్రతి టెస్ట్ ప్యానెల్లోని రెండు ఇతర స్థానాల్లో పరీక్షను పునరావృతం చేయండి.
13. రిపోర్ట్
13.1 పరీక్షల సంఖ్య, వాటి సగటు మరియు పరిధి మరియు కోటింగ్ సిస్టమ్ల కోసం, వైఫల్యం సంభవించిన చోట, అంటే మొదటి కోటు మరియు సబ్స్ట్రేట్ మధ్య, మొదటి మరియు రెండవ కోటు మధ్య నివేదించండి
మొదలైనవి
13.2 ఉపయోగించిన సబ్స్ట్రేట్, పూత రకం మరియు నివారణ పద్ధతిని నివేదించండి.
13.3 టెస్ట్ మెథడ్స్ D 1000 లేదా D 3330 ప్రకారం సంశ్లేషణ బలం నిర్ణయించబడితే, సంశ్లేషణ రేటింగ్(ల)తో ఫలితాలను నివేదించండి. టేప్ యొక్క సంశ్లేషణ బలం నిర్ణయించబడకపోతే, ఉపయోగించిన నిర్దిష్ట టేప్ మరియు దాని తయారీదారుని నివేదించండి.
13.4 ఇమ్మర్షన్ తర్వాత పరీక్ష నిర్వహించబడితే, ఇమ్మర్షన్ పరిస్థితులు మరియు నమూనా తయారీ పద్ధతిని నివేదించండి.
14. ఖచ్చితత్వం మరియు పక్షపాతం
14.1 ఈ పరీక్షా పద్ధతి యొక్క రెండు ఇంటర్లాబోరేటరీ పరీక్షల ఆధారంగా, వాటిలో ఒకదానిలో ఆరు ప్రయోగశాలలలోని ఆపరేటర్లు మూడు ప్యానెల్లపై ఒక సంశ్లేషణ కొలతను చేశారు, ఒక్కొక్కటి మూడు పూతలను విస్తృతమైన సంశ్లేషణను కవర్ చేస్తారు మరియు ఆరు ప్రయోగశాలలలోని ఇతర ఆపరేటర్లు రెండు ప్యానెల్లపై మూడు కొలతలు చేశారు. నాలుగు వేర్వేరు పూతల్లో ప్రతి రెండు ఇతర పూతలపై వర్తించబడుతుంది, ప్రయోగశాలల లోపల మరియు మధ్య పూల్ చేయబడిన ప్రామాణిక విచలనాలు 0.37 మరియు 0.7గా గుర్తించబడ్డాయి. ఈ ప్రామాణిక విచలనాల ఆధారంగా, 95% విశ్వాస స్థాయిలో ఫలితాల ఆమోదయోగ్యతను నిర్ధారించడానికి క్రింది ప్రమాణాలను ఉపయోగించాలి:
14.1.1 రిపీటబిలిటీ-అందించిన సంశ్లేషణ పెద్ద ఉపరితలంపై ఏకరీతిగా ఉంటుంది, ఒకే ఆపరేటర్ ద్వారా పొందిన ఫలితాలు రెండు కొలతలకు ఒకటి కంటే ఎక్కువ రేటింగ్ యూనిట్ల తేడాతో ఉంటే అనుమానితుడిగా పరిగణించాలి.
14.1.2 పునరుత్పత్తి-రెండు ఫలితాలు, వేర్వేరు ఆపరేటర్ల ద్వారా పొందిన ప్రతి డూప్లికేట్లు లేదా త్రిపాదిల సగటు, అవి రెండు కంటే ఎక్కువ రేటింగ్ యూనిట్ల తేడాతో ఉంటే వాటిని అనుమానితుడిగా పరిగణించాలి.
14.2 ఈ పరీక్ష పద్ధతులకు పక్షపాతం ఏర్పాటు చేయడం సాధ్యం కాదు.
అభాప్రాయాలు ముగిసినవి