
स्प्रे प्रक्रिया आणि जनुकासाठी आवश्यकताral आणि आर्ट पावडर कोटिंग्ज
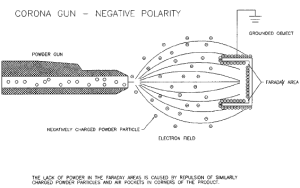
तथाकथित पावडर कोटिंग उच्च व्होल्टेज इलेक्ट्रोस्टॅटिक कोरोनाच्या विद्युत क्षेत्राच्या तत्त्वाचा वापर आहे. तोफा डोक्यावर उच्च-अनियमित anode धातू deflector मानक कनेक्ट, सकारात्मक च्या workpiece जमिनीवर निर्मिती फवारणी, जेणेकरून तोफा आणि workpiece दरम्यान एक मजबूत स्थिर विद्युत क्षेत्र निर्मिती. जेव्हा संकुचित हवा वाहक वायू म्हणून, बंदुकीची नळी पावडर लेप पावडरने गन डिफ्लेक्टर रॉड फवारण्यासाठी परागकण नळी पाठवली, उच्च-व्होल्टेज अॅनोडद्वारे निर्माण होणाऱ्या कोरोना डिस्चार्जला जोडलेला मार्गदर्शक रॉड, दाट नकारात्मक चार्जच्या आसपास, नकारात्मक चार्ज करण्यासाठी पावडर, आणि उच्च विद्युत क्षेत्राच्या शक्तीमध्ये प्रवेश केला. स्थिर वीज आणि वाहक वायूच्या दुहेरी भूमिकेत इलेक्ट्रोस्टॅटिक क्षेत्राचे, पावडर जमिनीच्या वर्कपीसच्या पृष्ठभागाकडे पावडरच्या थराची एकसमान जाडी तयार करते आणि नंतर उष्णता क्युरिंग टिकाऊ कोटिंगमध्ये बदलते.
कोटिंग अर्ज प्रक्रिया:
प्रीट्रीटमेंट – पाणी काढून टाकण्यासाठी कोरडे करणे – फवारणी – तपासणे – बेकिंग – तपासणे – समाप्त
कोटिंग अर्ज आवश्यकता
जनुकासाठी स्प्रे आवश्यकताral पावडर कोटिंग्ज टाइप करा
- पावडर कोटिंगची वैशिष्ट्ये पेंट केलेल्या पृष्ठभागाला तोडण्यासाठी कोटिंगचे आयुष्य वाढवण्यासाठी पूर्ण खेळ देऊ शकतात प्रथम काटेकोरपणे पृष्ठभाग पूर्व-उपचार
- स्प्रे, पफिंगच्या पावडर कोटिंगची कार्यक्षमता वाढवण्यासाठी पूर्णपणे ग्राउंड करण्यासाठी पेंट केले होते.
- कोटिंग आणि गुळगुळीत निर्मिती सुनिश्चित करण्यासाठी, पेंट केले जाणारे मोठे पृष्ठभाग दोष, लेपित स्क्रॅच प्रवाहकीय पोटीन.
- हीट क्युअरिंग, क्यूरिंग परिस्थिती पावडर उत्पादनाच्या तांत्रिक निर्देशकांमध्ये प्रचलित असल्याची फवारणी करा, परंतु अपघाताच्या अपुर्या गुणवत्तेमुळे होणारे बरे होण्यापासून बचाव करण्यासाठी तापमान आणि वेळेची पूर्णपणे हमी असणे आवश्यक आहे.
- तपासणीनंतर ताबडतोब धूळ खाणे, दोष आढळल्यास त्वरीत हाताळले जाणे आवश्यक आहे, दोष बरा केल्यावर, त्याची व्याप्ती केवळ पेंट केलेल्या पृष्ठभागाच्या सजावटीवर परिणाम न करता आंशिक आहे, ज्याचा वापर दुरुस्तीसाठी केला जाऊ शकतो. रंग एसीटोनसह पावडर, जर श्रेणी पृष्ठभागाच्या गुणवत्तेवर परिणाम करत असेल, तर सॅंडपेपर वापरा, नंतर एकदा फवारणी करा किंवा कोटिंग काढण्यासाठी पेंट रिमूव्हर वापरा आणि नंतर पुन्हा सुओना पावडर करा.
- नवीन पावडर मिसळण्याच्या ठराविक टक्केवारीनंतर मोडतोड काढण्यासाठी फिल्टर केलेल्या पावडरची पुनर्प्राप्ती.
- पावडर बॅरलसाठी, पावडर रूम आणि रिकव्हरी सिस्टमने वेगळ्या रंगाच्या पावडरचे प्रदूषण टाळले पाहिजे, म्हणून प्रत्येक वेळी आपण रंग बदलता तेव्हा ते शुद्ध करणे आवश्यक आहे.
कला प्रकार पावडर कोटिंग्जसाठी स्प्रे आवश्यकता
एक सुंदर, मजबूत तिसरे परिमाण असलेली कला पावडर आणि बलात्काराचा सजावटीचा प्रभाव, परंतु त्याची कठोर बांधकाम प्रक्रिया.
- इनपुट हवेचा दाब धूळ खूप मोठा नसावा, जनुकral 0.5-1.5kg/cm2 मध्ये नियंत्रण चांगले. दाबामुळे पॅटर्नची स्पष्टता खराब होऊ शकते किंवा काही खड्डे पडू शकतात. इलेक्ट्रोस्टॅटिक व्होल्टेज खूप जास्त नसावे, जीनral सुमारे 60-70Kv चे नियंत्रण. व्होल्टेज खूप जास्त आहे, पावडर पुनर्बाउंड इंद्रियगोचर मा हँग पृष्ठभाग घटना संलग्न करते. गरीब आणि इतर दोष समतल करणे.
- कोटिंगची जाडी, जनुक याची खात्री करण्यासाठी घेतले पाहिजेral नियंत्रण केवळ 70-100μm दरम्यान महत्त्वपूर्ण पॅटर्न आणि पॅटर्न तयार करण्यास अनुकूल आहे, पॅटर्नला पातळ कोटिंग स्पष्ट नाही, परंतु पॅटर्न देखील लहान आहे, आणि ते शेवटी दोष उघड करते.
- क्युरिंग निर्दिष्ट तापमान आणि वेळेनुसार बेक करणे आवश्यक आहे. जर तापमान खूप कमी असेल तर वेळ खूप लहान असेल पावडर तयार होणार नाही यांत्रिक गुणधर्मांचा नमुना देखील लक्षणीयरीत्या कमी झाला आहे, तर उपचार पूर्ण होत नाही. याव्यतिरिक्त, आर्ट पॅटर्न पावडर उत्पादन प्रक्रियेच्या विशिष्ट स्वरूपामुळे, नंतर पुनर्नवीनीकरण पावडरची फवारणी केली जाते, त्याचा नमुना लहान असेल किंवा क्षुल्लक बदल घडतात, ते जनुक आहे.rally शिफारस केली आहे की आर्ट पावडर पावडरचा पुनर्वापर करू नका. वापर चाचणीच्या अधीन देखील आहे. वरील वरून पहा जरी त्याच्या अधिक कठोर बांधकाम आवश्यकता, असे मानले जाते की कोटिंग प्रक्रिया वरील घटकांचे अधिक चांगले आकलन करून, इच्छित समाधान प्राप्त करेल.
टिप्पण्या बंद आहेत