
चाचणी पद्धत-क्रॉस-कट टेप चाचणी-ASTM D3359-02
चाचणी पद्धत-क्रॉस-कट टेप चाचणी-ASTM D3359-02
10. उपकरणे आणि साहित्य
10.1 कटिंग टूल9—तीक्ष्ण रेझर ब्लेड, स्केलपेल, चाकू किंवा 15 ते 30° च्या दरम्यान कटिंग एज एंगल असलेले इतर कटिंग उपकरण जे एकतर कट किंवा सेव्ह करेलral एकाच वेळी कापतो. कटिंग एज किंवा कडा चांगल्या स्थितीत असणे हे विशेष महत्त्व आहे.
10.2 कटिंग मार्गदर्शक—जर कट हाताने (यांत्रिक उपकरणाच्या विरूद्ध) स्टील किंवा इतर हार्ड मेटल स्ट्रेटेज किंवा टेम्प्लेट सरळ कट सुनिश्चित करण्यासाठी हाताने केले असल्यास.
10.3 नियम—वैयक्तिक कट मोजण्यासाठी टेम्पर्ड स्टील नियम 0.5 मिमी मध्ये ग्रॅज्युएट झाला.
10.4 टेप, 5.3 मध्ये वर्णन केल्याप्रमाणे.
10.5 रबर इरेजर, पेन्सिलच्या शेवटी.
१०.६ प्रदीपन, ५.५ मध्ये वर्णन केल्याप्रमाणे.
10.7 भिंग - वैयक्तिक कट करताना आणि चाचणी क्षेत्राचे परीक्षण करताना वापरले जाणारे एक प्रकाशित भिंग.
11. चाचणी नमुने
11.1 चाचणीचे नमुने विभाग 6 मध्ये वर्णन केल्याप्रमाणे असावेत. तथापि, हे लक्षात घेतले पाहिजे की मल्टीटिप कटर 10 केवळ चाचणी क्षेत्रांवरच चांगले परिणाम देतात जेणेकरुन सर्व कटिंग कडा समान प्रमाणात सब्सट्रेटशी संपर्क साधतील. टेम्पर्ड स्टीलच्या नियमाप्रमाणे सरळ काठासह सपाटपणा तपासा.
12. प्रक्रिया
12.1 जेथे आवश्यक असेल किंवा सहमत असेल तेव्हा, टेप चाचणी घेण्यापूर्वी नमुने प्राथमिक चाचणीच्या अधीन ठेवा (टीप 3 पहा). कोटिंग कोरडे केल्यानंतर किंवा चाचणी केल्यानंतर, D 3924 मानक तापमान आवश्यक किंवा सहमत नसल्यास, स्पेसिफिकेशन D 3924 मध्ये परिभाषित केल्यानुसार खोलीच्या तपमानावर टेप चाचणी करा.
12.1.1 विसर्जन केलेल्या नमुन्यांसाठी: विसर्जनानंतर, पृष्ठभागास योग्य सॉल्व्हेंटने स्वच्छ करा आणि पुसून टाका ज्यामुळे कोटिंगच्या अखंडतेला हानी पोहोचणार नाही. नंतर पृष्ठभाग कोरडा करा किंवा तयार करा, किंवा दोन्ही, खरेदीदार आणि विक्रेता यांच्यात सहमती दर्शवा.
12.2 डाग आणि किरकोळ पृष्ठभागाच्या अपूर्णता नसलेले क्षेत्र निवडा, मजबूत पायावर ठेवा आणि प्रकाशित भिंगाखाली, pa बनवाrallel खालीलप्रमाणे कट करते:
12.2.1 कोरड्या फिल्मची जाडी 2.0 mils (50 μm) पर्यंत असलेल्या कोटिंग्ससाठी आणि त्यात 1 मिमी अंतर ठेवा आणि अन्यथा सहमती नसल्यास अकरा कट करा.
12.2.2 2.0 mils (50 μm) आणि 5 mils (125 μm) दरम्यान कोरड्या फिल्मची जाडी असलेल्या कोटिंगसाठी, कटांमध्ये 2 मिमी अंतर ठेवा आणि सहा कट करा. 5 मिली पेक्षा जाडीच्या चित्रपटांसाठी चाचणी पद्धत A.11 वापरा
12.2.3 सुमारे 20 मिमी (3⁄4 इंच) लांबीचे सर्व कट करा. कटिंग एज सब्सट्रेटपर्यंत पोहोचण्यासाठी कटिंग टूलवर पुरेसा दाब वापरून एका स्थिर गतीने सब्सट्रेटमध्ये फिल्ममधून कट करा. मार्गदर्शकाच्या साहाय्याने सलग एकच कट करताना, न कापलेल्या भागावर मार्गदर्शक ठेवा.
12.3 आवश्यक कट केल्यानंतर फिल्मला मऊ ब्रश किंवा टिश्यूने हलके ब्रश करा जेणेकरून कोटिंग्जचे कोणतेही वेगळे फ्लेक्स किंवा फिती काढा.
12.4 कटिंग एजचे परीक्षण करा आणि आवश्यक असल्यास, बारीक तेलाच्या दगडावर हलकेच ओरखडा करून कोणतेही सपाट डाग किंवा वायर-एज काढून टाका. कटची अतिरिक्त संख्या 90° वर आणि मूळ कटांवर केंद्रित करा.
12.5 पूर्वीप्रमाणेच क्षेत्र ब्रश करा आणि सब्सट्रेटमधून प्रकाशाच्या परावर्तनासाठी चीरांची तपासणी करा. जर धातू पोहोचला नसेल तर वेगळ्या ठिकाणी दुसरा ग्रिड बनवा.
12.6 टेपचे दोन पूर्ण लॅप काढा आणि टाकून द्या. स्थिर (म्हणजे धक्का न लावता) दराने अतिरिक्त लांबी काढा आणि सुमारे 75 मिमी (3 इंच) लांबीचा तुकडा कापून टाका.
12.7 टेपच्या मध्यभागी ग्रिडवर ठेवा आणि ग्रिडच्या क्षेत्रामध्ये बोटाने गुळगुळीत करा. चित्रपटाशी चांगला संपर्क सुनिश्चित करण्यासाठी पेन्सिलच्या शेवटी इरेजरसह टेप घट्टपणे घासून घ्या. द रंग टेपच्या खाली चांगला संपर्क केव्हा झाला हे एक उपयुक्त संकेत आहे.
12.8 अर्ज केल्याच्या 90 6 30 s च्या आत, मुक्त टोक जप्त करून टेप काढून टाका आणि शक्य तितक्या 180° च्या कोनाच्या जवळ वेगाने (झटका न लावता) स्वतःवर परत करा.
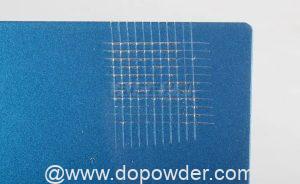
12.9 प्रदीप्त भिंग वापरून सब्सट्रेट किंवा मागील कोटिंगमधून कोटिंग काढण्यासाठी ग्रिड क्षेत्राची तपासणी करा. आकृती 1: 5B मध्ये दर्शविलेल्या खालील स्केलनुसार चिकटपणाचे मूल्यांकन करा. कटांच्या कडा पूर्णपणे गुळगुळीत आहेत; जाळीचा कोणताही चौरस अलिप्त नाही.
4B कोटिंगचे लहान फ्लेक्स छेदनबिंदूंवर वेगळे केले जातात; 5% पेक्षा कमी क्षेत्र प्रभावित झाले आहे.
3B कोटिंगचे लहान फ्लेक्स कडा आणि कटांच्या छेदनबिंदूवर वेगळे केले जातात. बाधित क्षेत्र जाळीच्या 5 ते 15% आहे.
2B लेप काठावर आणि चौकोनाच्या काही भागांवर चकचकीत झाला आहे. जाळीच्या 15 ते 35% प्रभावित क्षेत्र आहे.
1B मोठ्या रिबनमधील कटांच्या काठावर कोटिंग फुगले आहे आणि संपूर्ण चौकोन वेगळे झाले आहेत. जाळीच्या 35 ते 65% प्रभावित क्षेत्र आहे.
0B फ्लेकिंग आणि डिटेचमेंट ग्रेड 1 पेक्षा वाईट.
12.10 प्रत्येक चाचणी पॅनेलवर इतर दोन ठिकाणी चाचणीची पुनरावृत्ती करा.
13. अहवाल
13.1 चाचण्यांची संख्या, त्यांची सरासरी आणि श्रेणी, आणि कोटिंग सिस्टमसाठी, जिथे बिघाड झाला आहे, म्हणजेच पहिला कोट आणि सब्सट्रेट दरम्यान, पहिला आणि दुसरा कोट दरम्यान,
इ
13.2 नियोजित सब्सट्रेट, कोटिंगचा प्रकार आणि उपचार पद्धतीचा अहवाल द्या.
13.3 जर आसंजन शक्ती चाचणी पद्धती D 1000 किंवा D 3330 नुसार निर्धारित केली गेली असेल, तर आसंजन रेटिंग(s) सह परिणामांचा अहवाल द्या. जर टेपची आसंजन शक्ती निश्चित केली गेली नसेल, तर वापरलेल्या विशिष्ट टेपचा आणि त्याच्या निर्मात्याचा अहवाल द्या.
13.4 विसर्जनानंतर चाचणी केली असल्यास, विसर्जन परिस्थिती आणि नमुना तयार करण्याच्या पद्धतीचा अहवाल द्या.
14. अचूकता आणि पूर्वाग्रह
14.1 या चाचणी पद्धतीच्या दोन आंतरप्रयोगशाळा चाचण्यांच्या आधारे, ज्यामध्ये सहा प्रयोगशाळांमधील ऑपरेटरने आसंजनाची विस्तृत श्रेणी कव्हर करणाऱ्या तीन कोटिंग्जपैकी प्रत्येकी तीन पॅनेलवर एक आसंजन मापन केले आणि इतर सहा प्रयोगशाळांमधील ऑपरेटरने दोन पॅनेलवर तीन मोजमाप केले. इतर दोन कोटिंग्जवर लागू केलेल्या चार वेगवेगळ्या कोटिंग्सपैकी प्रत्येक, प्रयोगशाळांच्या आत आणि दरम्यानचे एकत्रित मानक विचलन 0.37 आणि 0.7 असल्याचे आढळले. या मानक विचलनांवर आधारित, 95% आत्मविश्वास स्तरावर निकालांच्या स्वीकारार्हतेचा न्याय करण्यासाठी खालील निकष वापरले पाहिजेत:
14.1.1 पुनरावृत्तीक्षमता—प्रदान केलेले आसंजन मोठ्या पृष्ठभागावर एकसमान असेल, समान ऑपरेटरद्वारे प्राप्त केलेले परिणाम दोन मोजमापांसाठी एकापेक्षा जास्त रेटिंग युनिटने भिन्न असल्यास ते संशयास्पद मानले जावे.
14.1.2 पुनरुत्पादकता-दोन परिणाम, प्रत्येक डुप्लिकेट किंवा ट्रिप्लिकेटचे सरासरी, भिन्न ऑपरेटरद्वारे प्राप्त केलेले, जर ते दोनपेक्षा जास्त रेटिंग युनिट्सने भिन्न असतील तर ते संशयित मानले जावे.
14.2 या चाचणी पद्धतींसाठी पूर्वाग्रह स्थापित केला जाऊ शकत नाही.
टिप्पण्या बंद आहेत