
स्प्रे प्रक्रिया और जीन के लिए आवश्यकताएंral और कला पाउडर कोटिंग्स
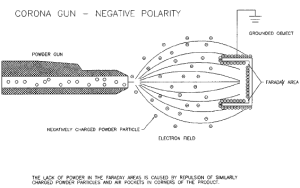
तथाकथित पाउडर कोटिंग उच्च वोल्टेज इलेक्ट्रोस्टैटिक कोरोना के विद्युत क्षेत्र के सिद्धांत का उपयोग है। गन हेड पर हाई-वोल्टेज एनोड मेटल डिफ्लेक्टर मानक से जुड़ा, पॉजिटिव के वर्कपीस ग्राउंड फॉर्मेशन का छिड़काव, ताकि गन और वर्कपीस के बीच एक मजबूत स्टेटिक इलेक्ट्रिक फील्ड का निर्माण हो। जब एक वाहक गैस के रूप में संपीड़ित हवा, का बैरल पाउडर कोटिंग पाउडर के लिए गन डिफ्लेक्टर रॉड स्प्रे करने के लिए पराग ट्यूब भेजा, हाई-वोल्टेज एनोड द्वारा उत्पन्न कोरोना डिस्चार्ज से जुड़ी गाइड रॉड, घने नकारात्मक चार्ज के आसपास, पाउडर नेगेटिव चार्ज करने के लिए, और उच्च विद्युत क्षेत्र की ताकत में प्रवेश किया स्थैतिक बिजली और वाहक गैस की दोहरी भूमिका में इलेक्ट्रोस्टैटिक क्षेत्र की, पाउडर परत की एक समान मोटाई बनाने के लिए ग्राउंड वर्कपीस सतह की ओर पाउडर, और फिर टिकाऊ कोटिंग में तब्दील गर्मी का इलाज।
कोटिंग आवेदन प्रक्रिया:
प्रीट्रीटमेंट - पानी निकालने के लिए सुखाना - छिड़काव - चेक - बेकिंग - चेक - समाप्त
कोटिंग आवेदन आवश्यकता
जीन के लिए स्प्रे आवश्यकताएँral पाउडर कोटिंग्स टाइप करें
- पाउडर कोटिंग की विशेषताएं पेंट की सतह को पहले सख्ती से सतह पूर्व उपचार को तोड़ने के लिए कोटिंग जीवन का विस्तार करने के लिए पूरा खेल दे सकती हैं
- स्प्रे, पफिंग के पाउडर कोटिंग की दक्षता बढ़ाने के लिए पूरी तरह से ग्राउंड होने के लिए चित्रित किया गया था।
- कोटिंग और चिकनी के गठन को सुनिश्चित करने के लिए, बड़े सतह दोषों को चित्रित किया जाना चाहिए, लेपित खरोंच प्रवाहकीय पोटीन।
- पाउडर उत्पाद तकनीकी संकेतकों में गर्मी इलाज, इलाज की स्थिति की आवश्यकता होती है, लेकिन दुर्घटना की अपर्याप्त गुणवत्ता के कारण इलाज से बचने के लिए इलाज के तापमान और समय की पूरी गारंटी होनी चाहिए।
- जांच के तुरंत बाद डस्टिंग करना, यदि कोई दोष पाया जाता है, तो उसे तुरंत निपटाया जाना चाहिए, एक दोष का पता चलने के बाद, इसका दायरा केवल आंशिक रूप से चित्रित सतह की सजावट को प्रभावित किए बिना होता है जिसका उपयोग उसी की मरम्मत के लिए किया जा सकता है। रंग एसीटोन के साथ पाउडर पतला, यदि सीमा सतह की गुणवत्ता को प्रभावित करती है, तो सैंडपेपर का उपयोग करें, फिर एक बार स्प्रे करें या कोटिंग को हटाने के लिए पेंट रिमूवर का उपयोग करें, और फिर फिर से सूना पाउडर।
- नए पाउडर मिश्रण के एक निश्चित प्रतिशत के बाद मलबे को हटाने के लिए फ़िल्टर किए जाने वाले पाउडर की वसूली।
- पाउडर बैरल के लिए, पाउडर रूम और रिकवरी सिस्टम को एक अलग रंग के पाउडर के प्रदूषण से बचना चाहिए, इसलिए हर बार जब आप रंग बदलते हैं तो उसे शुद्ध किया जाना चाहिए।
कला प्रकार पाउडर कोटिंग्स के लिए स्प्रे आवश्यकताएं
एक सुंदर, मजबूत तीसरे आयाम और बलात्कार के सजावटी प्रभाव के साथ कला पाउडर, लेकिन इसकी सख्त निर्माण प्रक्रिया।
- धूल इनपुट हवा का दबाव बहुत बड़ा नहीं होना चाहिए, जीनral 0.5-1.5kg/cm2 में अच्छा नियंत्रण। दबाव के कारण पैटर्न की स्पष्टता खराब हो सकती है या कुछ गड़बड़ हो सकती है। इलेक्ट्रोस्टैटिक वोल्टेज बहुत अधिक नहीं होना चाहिए, जीनral लगभग 60-70Kv का नियंत्रण। वोल्टेज बहुत अधिक है, रिबाउंड घटना मा हैंग की सतह घटना से जुड़ा हुआ पाउडर बनाता है। गरीबों और अन्य दोषों को समतल करना।
- यह सुनिश्चित करने के लिए लिया जाना चाहिए कि कोटिंग की मोटाई, जीनral नियंत्रण केवल 70-100μm के बीच महत्वपूर्ण पैटर्न और पैटर्न के गठन के लिए अनुकूल हो सकता है, कोटिंग पतली पैटर्न स्पष्ट नहीं है, लेकिन पैटर्न भी छोटा है, और यह अंत दोष पर उजागर होगा
- इलाज को निर्दिष्ट तापमान और समय के अनुसार बेक किया जाना चाहिए। यदि तापमान बहुत कम है, तो समय बहुत कम है क्योंकि पाउडर यांत्रिक गुणों का एक पैटर्न नहीं बनता है, यह भी काफी गिरावट आई है, जबकि इलाज पूरा नहीं हुआ है। इसके अलावा, कला पैटर्न पाउडर उत्पादन प्रक्रिया की विशेष प्रकृति के कारण, फिर पुनर्नवीनीकरण पाउडर के साथ छिड़काव, इसका पैटर्न छोटा होगा या महत्वहीन परिवर्तन होता है, यह जीन हैrally ने अनुशंसा की कि कला पाउडर पाउडर के पुनर्चक्रण का उपयोग न करें। उपयोग भी परीक्षण के अधीन है। ऊपर से देखें, हालांकि इसकी अधिक कठोर निर्माण आवश्यकताओं, यह माना जाता है कि कोटिंग प्रक्रिया उपरोक्त कारकों की बेहतर समझ, वांछित संतुष्टि प्राप्त करेगी।
टिप्पणियाँ बंद हैं