
فرآیند اسپری و الزامات ژنral و پوشش های پودری هنری
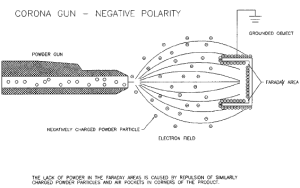
به اصطلاح پوشش پودری استفاده از اصل میدان الکتریکی تاج الکترواستاتیک ولتاژ بالا است. متصل به ولتاژ بالا آند منحرف کننده فلز استاندارد در سر تفنگ، پاشش قطعه کار شکل گیری زمین مثبت، به طوری که تشکیل یک میدان الکتریکی ساکن قوی بین تفنگ و قطعه کار. هنگامی که هوای فشرده به عنوان یک گاز حامل، بشکه از پوشش های پودری برای اینکه پودر لوله گرده را به میله منحرف کننده تفنگ اسپری فرستاد، میله راهنمای متصل به تخلیه تاج تولید شده توسط آند ولتاژ بالا، در مجاورت بار منفی متراکم، پودر برای ایجاد بار منفی، و وارد قدرت میدان الکتریکی بالا شد. میدان الکترواستاتیک در نقش دوگانه الکتریسیته ساکن و گاز حامل، پودر به سمت سطح قطعه کار زمین به شکل یک ضخامت یکنواخت از لایه پودر، و سپس حرارت پخت به پوشش با دوام تبدیل شده است.
فرآیند اعمال پوشش:
پیش تصفیه - خشک کردن برای حذف آب - پاشش - بررسی - پخت - بررسی - تمام شد
الزامات کاربرد پوشش
اسپری مورد نیاز برای ژنral نوع پوشش های پودری
- ویژگی های پوشش پودری می تواند بازی کامل را برای افزایش طول عمر پوشش به منظور شکستن سطح رنگ شده در ابتدا به شدت پیش درمان سطح ارائه دهد.
- اسپری، به منظور افزایش کارایی پوشش پودری پف کردن، کاملاً زمینی شده است.
- نقص سطح بزرگتر به رنگ، پوشش داده شده خراش بتونه رسانا، به منظور اطمینان از تشکیل پوشش و صاف.
- اسپری نیاز به پخت حرارتی، شرایط پخت در شاخص های فنی محصول پودر حاکم است، اما باید به طور کامل تضمین شود دما و زمان پخت، برای جلوگیری از پخت ناشی از کیفیت ناکافی حادثه.
- گردگیری بلافاصله پس از معاینه، اگر نقصی کشف شود باید به سرعت برطرف شود، پس از رفع نقص، محدوده آن تنها جزئی است بدون اینکه تأثیری بر تزئینات سطح رنگ شده بگذارد که می توان از آن برای تعمیر همان استفاده کرد. رنگ پودر با استون رقیق شده، اگر محدوده بر کیفیت سطح تأثیر می گذارد، از کاغذ سنباده استفاده کنید، سپس یک بار اسپری کنید یا از پاک کننده رنگ برای حذف پوشش استفاده کنید و سپس پودر سونا را مجدداً استفاده کنید.
- بازیابی پودری که پس از درصد معینی از اختلاط پودر جدید فیلتر می شود تا زباله ها حذف شوند.
- برای بشکه پودر، اتاق پودر و سیستم بازیابی باید از آلودگی پودر رنگ متفاوت جلوگیری کند، بنابراین هر بار که رنگ را تغییر می دهید باید پاک شود.
الزامات اسپری برای پوشش های پودری نوع هنری
پودر هنری با بعد سوم زیبا و قوی و اثر تزیینی تجاوز به عنف، اما روند ساخت سخت آن.
- گردگیری فشار هوای ورودی نباید بیش از حد بزرگ باشد، ژنral کنترل در 0.5-1.5kg/cm2 خوب است. فشار ممکن است باعث شود که شفافیت الگوی ضعیف باشد یا دارای حفره هایی باشد. ولتاژ الکترواستاتیک نباید خیلی بالا باشد، ژنral کنترل حدود 60-70Kv. ولتاژ بیش از حد بالا، باعث می شود پودر متصل به وقوع سطح پدیده بازگشت به عقب ما قطع می شود. تسطیح فقرا و سایر عیوب.
- گرفته شود تا اطمینان حاصل شود که ضخامت پوشش، ژنral کنترل تنها می تواند منجر به تشکیل الگوهای قابل توجه و الگوی بین 70-100μm، پوشش نازک الگوی آشکار نیست، اما الگوی نیز کوچک است، و آن را در معرض حفره در انتها نقص
- پخت باید با توجه به دما و زمان مشخص شده پخته شود. اگر دما خیلی کم باشد زمان خیلی کوتاه باعث می شود که پودر الگوی تشکیل ندهد خواص مکانیکی نیز به طور قابل توجهی کاهش یافته است، در حالی که پخت کامل نیست. علاوه بر این، به دلیل ماهیت خاص فرآیند تولید پودر الگوی هنری، سپس با پودر بازیافت شده اسپری می شود، الگوی آن کوچک می شود یا تغییرات ناچیزی رخ می دهد، این ژن است.ralتوصیه می شود از پودر پودر هنر بازیافت استفاده نکنید. استفاده نیز منوط به آزمایش است. با توجه به موارد فوق، اگرچه الزامات ساخت و ساز دقیق تر آن وجود دارد، اعتقاد بر این است که فرآیند پوشش با درک بهتر عوامل فوق، رضایت مطلوب را به دست خواهد آورد.
نظرات بسته شده است