
Proces prskanja i zahtjevi za genral i umjetnički praškasti premazi
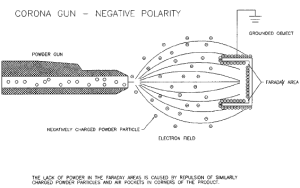
Takozvano nanošenje praha je korištenje principa električnog polja visokonaponske elektrostatičke korone. Spojen na visokonaponski anodni metalni deflektor standarda na glavi pištolja, prskajući radni komad uzemljenog stvaranja pozitivnog, tako da se formira jako statičko električno polje između pištolja i radnog komada. Kada je komprimirani zrak kao nosač plina, bure od praškasti premazi jer je prah poslao polensku cijev da raspršuje štap deflektora pištolja, vodilica je spojena na koronsko pražnjenje koje stvara visokonaponska anoda, u blizini gustog negativnog naboja, prah za stvaranje negativnog naboja i ušao u veliku jakost električnog polja elektrostatičkog polja u dvostrukoj ulozi statičkog elektriciteta i plina nosača, prah prema površini brušenog obratka formira ujednačenu debljinu sloja praha, a zatim se termička polimerizacija pretvara u izdržljiv premaz.
Proces nanošenja premaza:
Predobrada – sušenje radi uklanjanja vode – prskanje – Provjera – pečenje – provjera – Gotovo
Zahtjev za nanošenje premaza
Zahtjevi za prskanje za genral vrsta praškastih premaza
- karakteristike praškastog premaza mogu dati punu igru kako bi se produžio vijek trajanja premaza kako bi se prekinula obojena površina prvo strogo predobrada površine
- sprej, farbano je da bude potpuno uzemljeno kako bi se povećala efikasnost praškastog premaza napuhavanja.
- Veće površinske nedostatke treba farbati, premazati grebati provodljivim kitom, kako bi se osiguralo formiranje premaza i glatko.
- Sprej je potreban za termičko očvršćavanje, uvjeti očvršćavanja prevladavaju u tehničkim pokazateljima praškastog proizvoda, ali moraju biti u potpunosti zagarantovani temperatura i vrijeme očvršćavanja, kako bi se izbjeglo očvršćavanje uzrokovano nedovoljnim kvalitetom nesreće.
- odmah brisanje prašine nakon pregleda, ako se otkrije kvar treba odmah riješiti, nakon stvrdnjavanja otkriven je nedostatak, njegov obim je samo djelomičan bez utjecaja na dekoraciju obojene površine koja se može koristiti za popravak istih boja prah razrijeđenim acetonom, ako raspon utječe na kvalitetu površine, upotrijebite brusni papir, zatim jednom poprskajte ili upotrijebite sredstvo za uklanjanje boje da uklonite premaz, a zatim ponovno nanesite Suona prah.
- oporavak praha koji treba filtrirati kako bi se uklonili ostaci nakon određenog procenta miješanja novog praha.
- za cijev baruta, barutana i sistem za oporavak bi trebali izbjegavati zagađenje praha različite boje, tako da svaki put kada promijenite boju morate pročistiti.
Zahtjevi za raspršivanje za umjetničke premaze u prahu
Umetnički puder sa prelepom, snažnom trećom dimenzijom, i dekorativnim efektom repice, ali svojim strogim procesom gradnje.
- zaprašivanje ulaznog pritiska vazduha ne bi trebalo da bude prevelik, genral kontrola u 0.5-1.5 kg/cm2 kao dobra. Pritisak može uzrokovati lošu jasnoću uzorka ili imati nešto udubljenja. Elektrostatički napon ne bi trebao biti previsok, genral kontrola oko 60-70Kv. Napon je previsok, čini prah pričvršćen za površinu pojavom povratnog fenomena Ma Hang. Izravnavanje loših i drugih nedostataka.
- treba uzeti kako bi se osiguralo da debljina premaza, genral kontrola može samo doprinijeti formiranju značajnih uzoraka i uzorka između 70-100μm, tanko premazivanje uzorak nije očigledan, ali uzorak je također mali, i to će udubljenje izloženo na krajnjem defektu
- sušenje mora biti pečeno prema navedenoj temperaturi i vremenu. Ako je temperatura preniska, prekratko vrijeme će uzrokovati da prah ne formira obrazac, mehanička svojstva su također značajno smanjena, dok očvršćavanje nije potpuno. Osim toga, zbog posebne prirode umjetničkog uzorka procesa proizvodnje praha, a zatim prskanog recikliranim prahom, njegov uzorak će biti mali ili se dešavaju beznačajne promjene, to je genralPreporučuje se da se recikliranje umjetnog praha u prahu ne koristi. Upotreba je također podložna testiranju. Iz navedenog se vidi iako su njeni strožiji građevinski zahtjevi, vjeruje se da će proces premazivanja bolje poimati gore navedene faktore, postići željeno zadovoljstvo.
Komentari su zatvoreni