
VIZSGÁLATI MÓDSZER – KERESZTÉVÁGÁSOS SZALAG TESZT – ASTM D3359-02
VIZSGÁLATI MÓDSZER – KERESZTÉVÁGÁSOS SZALAG TESZT – ASTM D3359-02
10. Készülékek és anyagok
10.1 Vágószerszám 9 – Éles borotvapenge, szike, kés vagy más vágóeszköz, amelynek vágóéle 15 és 30° közötti szöggel rendelkezik, és akár egyetlen vágást, akár két vágást végezral egyszerre vág. Különösen fontos, hogy a vágóél vagy élek jó állapotban legyenek.
10.2 Vágási útmutató – Ha a vágásokat manuálisan végzik (nem mechanikus berendezéssel), acél vagy más keményfém egyenes él vagy sablon az egyenes vágások biztosítására.
10.3 Szabály – Edzett acél vonal, 0.5 mm-es beosztással az egyes vágások méréséhez.
10.4 Szalag, az 5.3. pontban leírtak szerint.
10.5 Gumi radír, a ceruza végén.
10.6 Megvilágítás, az 5.5. pontban leírtak szerint.
10.7 Nagyító – Megvilágított nagyító, amelyet egyéni vágásokhoz és a vizsgálati terület vizsgálatához kell használni.
11. Vizsgálati minták
11.1 A próbatesteknek meg kell felelniük a 6. szakaszban leírtaknak. Megjegyzendő azonban, hogy a többcsúcsos marók10 csak olyan vizsgálati területeken adnak jó eredményeket, amelyek elég síkak ahhoz, hogy minden vágóél azonos mértékben érintkezzen az aljzattal. Ellenőrizze a síkságot egy egyenes éllel, például az edzett acélvonallal.
12. eljárás
12.1 Szükség esetén vagy megállapodás szerint a szalagos teszt elvégzése előtt előzetes vizsgálatnak kell alávetni a mintákat (lásd a 3. megjegyzést). A bevonat megszáradása vagy tesztelése után végezze el a szalagtesztet szobahőmérsékleten a D 3924 specifikációban meghatározottak szerint, kivéve, ha a D 3924 szabványos hőmérsékletet előírják vagy megállapodnak.
12.1.1 Merített minták esetén: Merítés után tisztítsa meg és törölje le a felületet megfelelő oldószerrel, amely nem károsítja a bevonat integritását. Ezután szárítsa meg vagy készítse elő a felületet, vagy mindkettőt a vásárló és az eladó megállapodása szerint.
12.2 Válasszon ki egy foltoktól és kisebb felületi hibáktól mentes területet, helyezze szilárd alapra, és a megvilágított nagyító alatt készítse el arallel a következőképpen vágja:
12.2.1 Az 2.0 μm-ig terjedő száraz rétegvastagságú bevonatok esetében a vágásokat 50 mm távolságra kell elhelyezni egymástól, és más megállapodás hiányában tizenegy vágást kell végrehajtani.
12.2.2 A 2.0 mil (50 μm) és 5 mil (125 μm) közötti száraz rétegvastagságú bevonatoknál helyezze el a vágásokat 2 mm-re egymástól, és végezzen hat vágást. 5 milliméternél vastagabb fóliák esetén használja az A.11 vizsgálati módszert
12.2.3 Végezze el az összes vágást körülbelül 20 mm (3⁄4 hüvelyk) hosszúságban. Egy egyenletes mozdulattal vágja át a fóliát az aljzathoz úgy, hogy a vágószerszámra csak annyi nyomást gyakorol, hogy a vágóél elérje az aljzatot. Ha egymást követő egyszeri vágásokat végez egy vezető segítségével, helyezze a vezetőt a vágatlan területre.
12.3 A szükséges vágások elvégzése után puha kefével vagy kendővel enyhén dörzsölje át a filmet, hogy eltávolítsa a levált pelyheket vagy bevonatszalagokat.
12.4 Vizsgálja meg a vágóélt, és ha szükséges, távolítsa el a lapos foltokat vagy a drótéleket finom olajkő enyhe csiszolásával. A további vágások számát 90°-ban végezze el az eredeti vágások középpontjában.
12.5 Ecsetelje meg a területet az előzőek szerint, és ellenőrizze a bemetszéseket, hogy nem verődik-e vissza a fény az aljzatról. Ha nem érte el a fémet, készítsen egy másik rácsot egy másik helyen.
12.6 Távolítson el két teljes kör szalagot, és dobja el. Vegyen le egy további hosszúságot egyenletes (azaz nem rángatózott) sebességgel, és vágjon le egy körülbelül 75 mm (3 hüvelyk) hosszúságú darabot.
12.7 Helyezze a szalag közepét a rácsra, és a rács területén egy ujjal simítsa a helyére. A filmmel való jó érintkezés érdekében erősen dörzsölje át a szalagot a radírral a ceruza végén. A szín a szalag alatt hasznos jelzés arra, hogy mikor jött létre a jó kapcsolat.
12.8 A felhordás után 90 6 30 mp-en belül távolítsa el a szalagot úgy, hogy megragadja a szabad végét, és gyorsan (nem rántva) húzza vissza magára a lehető legközelebb a 180°-os szögben.
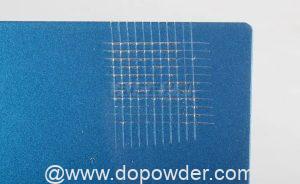
12.9 A megvilágított nagyító segítségével ellenőrizze a rács területét, hogy eltávolították-e a bevonatot az aljzatról vagy egy korábbi bevonatról. Értékelje a tapadást az 1. ábrán látható következő skála szerint: 5B A vágások szélei teljesen simák; a rács egyik négyzete sem válik le.
4B A bevonat kis pelyhei a metszéspontokban leválnak; a terület kevesebb mint 5%-a érintett.
3B A bevonat kis pelyhei az élek mentén és a vágások metszéspontjain leválnak. Az érintett terület a rács 5-15%-a.
2B A bevonat a négyzetek élei mentén és egyes részein lepedezett. Az érintett terület a rács 15-35%-a.
1B A bevonat a nagy szalagok bevágásainak szélei mentén lepattogzott, és egész négyzetek váltak le. Az érintett terület a rács 35-65%-a.
0B A hámlás és leválás rosszabb, mint az 1. fokozat.
12.10 Ismételje meg a tesztet két másik helyen minden tesztpanelen.
13. Jelentés
13.1 Jelentse a tesztek számát, átlagát és tartományát, valamint azon bevonatrendszerek esetében, ahol a hiba előfordult, azaz az első réteg és az aljzat között, az első és a második réteg között,
elvisszük helyi falvakba ahol megismerkedhet az őslakosok kultúrájával; ...
13.2 Jelentse az alkalmazott hordozót, a bevonat típusát és a kikeményedés módját.
13.3 Ha a tapadási szilárdságot a D 1000 vagy a D 3330 vizsgálati módszerekkel összhangban határozták meg, jelentse az eredményeket a tapadási minősítés(ek)kel. Ha a szalag tapadási szilárdságát nem határozták meg, jelentse a használt szalagot és annak gyártóját.
13.4 Ha a vizsgálatot bemerítés után végzik, jelentse a bemerítés körülményeit és a minta-előkészítés módját.
14. Pontosság és elfogultság
14.1 Ennek a vizsgálati módszernek a két laboratóriumközi vizsgálata alapján, amelyek közül az egyikben hat laboratórium kezelői egy-egy tapadásmérést végeztek három-három, széles tapadási tartományt lefedő bevonat három panelén, a másikban pedig hat laboratóriumban három mérést végeztek két panelen. négy különböző bevonat mindegyike két másik bevonatra került, a laboratóriumon belüli és laboratóriumok közötti összesített standard eltérés 0.37 és 0.7. Ezen szórások alapján a következő kritériumokat kell alkalmazni az eredmények 95%-os megbízhatósági szinten való elfogadhatóságának megítéléséhez:
14.1.1 Ismételhetőség – Feltéve, hogy a tapadás nagy felületen egyenletes, az ugyanazon kezelő által kapott eredményeket gyanúsnak kell tekinteni, ha két mérésnél egynél több értékelési egységgel különböznek.
14.1.2 Reprodukálhatóság – Két eredményt, amelyek mindegyike az ismétlődések vagy hármas példányok átlaga, és amelyeket különböző üzemeltetők kaptak, gyanúsnak kell tekinteni, ha kettőnél több minősítési egységgel különböznek.
14.2 Ezeknél a vizsgálati módszereknél nem állapítható meg torzítás.
Hozzászólások lezárva