
PHƯƠNG PHÁP THỬ NGHIỆM-CROSS-CUT TEST TEST-ASTM D3359-02
PHƯƠNG PHÁP THỬ NGHIỆM-CROSS-CUT TEST TEST-ASTM D3359-02
10. Thiết bị và Vật liệu
10.1 Dụng cụ cắt9 — Lưỡi dao cạo sắc bén, dao mổ, dao hoặc thiết bị cắt khác có góc cạnh cắt từ 15 đến 30 ° sẽ thực hiện một lần cắt hoặc cắt một lầnral cắt cùng một lúc. Điều đặc biệt quan trọng là lưỡi cắt hoặc các cạnh phải ở trong tình trạng tốt.
10.2 Hướng dẫn Cắt — Nếu các vết cắt được thực hiện bằng tay (trái ngược với thiết bị cơ khí), một khuôn hoặc khuôn bằng thép hoặc kim loại cứng khác để đảm bảo các vết cắt thẳng.
10.3 Quy tắc — Quy tắc thép tôi luyện chia độ 0.5 mm để đo các vết cắt riêng lẻ.
10.4 Băng, như mô tả trong 5.3.
10.5 Tẩy cao su, trên đầu bút chì.
10.6 Chiếu sáng, như mô tả trong 5.5.
10.7 Kính lúp — Kính lúp được chiếu sáng sẽ được sử dụng khi thực hiện các vết cắt riêng lẻ và kiểm tra khu vực thử nghiệm.
11. Mẫu thử nghiệm
11.1 Các mẫu thử phải được mô tả trong Phần 6. Tuy nhiên, cần lưu ý rằng máy cắt nhiều đầu 10 chỉ cung cấp kết quả tốt trên các khu vực thử nghiệm đủ mặt phẳng để tất cả các cạnh cắt tiếp xúc với bề mặt ở cùng một mức độ. Kiểm tra độ phẳng bằng cạnh thẳng chẳng hạn như của quy tắc thép tôi luyện.
KHAI THÁC. Thủ tục
12.1 Khi được yêu cầu hoặc khi được thỏa thuận, các mẫu thử phải được thử nghiệm sơ bộ trước khi tiến hành thử nghiệm băng (xem Chú thích 3). Sau khi làm khô hoặc thử lớp phủ, tiến hành thử băng ở nhiệt độ phòng như đã xác định trong Quy định kỹ thuật D 3924, trừ khi nhiệt độ tiêu chuẩn D 3924 được yêu cầu hoặc đồng ý.
12.1.1 Đối với mẫu thử đã được ngâm nước: Sau khi ngâm, làm sạch và lau bề mặt bằng dung môi thích hợp để không làm tổn hại đến tính toàn vẹn của lớp phủ. Sau đó làm khô hoặc chuẩn bị bề mặt, hoặc cả hai, theo thỏa thuận giữa người mua và người bán.
12.2 Chọn một khu vực không có vết bẩn và các khuyết điểm nhỏ trên bề mặt, đặt trên một đế chắc chắn và dưới kính lúp được chiếu sáng, làm parallel cắt như sau:
12.2.1 Đối với các lớp phủ có độ dày màng khô lên đến và bao gồm khoảng trống 2.0 mils (50 μm), các vết cắt cách nhau 1 mm và thực hiện mười một vết cắt trừ khi có thỏa thuận khác.
12.2.2 Đối với các lớp phủ có độ dày màng khô trong khoảng từ 2.0 mils (50 μm) đến 5 mils (125 μm), tạo khoảng trống cho các vết cắt cách nhau 2 mm và thực hiện sáu vết cắt. Đối với màng dày hơn 5 mils, sử dụng Phương pháp thử A.11
12.2.3 Thực hiện tất cả các vết cắt dài khoảng 20 mm (3⁄4 in.). Cắt qua màng đến bề mặt bằng một chuyển động ổn định bằng cách sử dụng áp lực vừa đủ lên dụng cụ cắt để lưỡi cắt tiếp cận với bề mặt. Khi thực hiện các vết cắt đơn lẻ liên tiếp với sự hỗ trợ của thanh dẫn hướng, hãy đặt thanh dẫn hướng lên vùng chưa cắt.
12.3 Sau khi thực hiện các vết cắt cần thiết, dùng bàn chải mềm hoặc khăn giấy chải nhẹ lên màng để loại bỏ các mảnh hoặc dải băng tách rời của lớp phủ.
12.4 Kiểm tra lưỡi cắt và nếu cần, loại bỏ các vết phẳng hoặc mép dây bằng cách mài nhẹ trên đá dầu mịn. Thực hiện số lần cắt bổ sung ở 90 ° đến và chính giữa các vết cắt ban đầu.
12.5 Chải khu vực như trước và kiểm tra các vết rạch để phản chiếu ánh sáng từ bề mặt. Nếu kim loại chưa được chạm tới, hãy tạo một lưới khác ở một vị trí khác.
12.6 Tháo hai vòng hoàn chỉnh của băng và loại bỏ. Loại bỏ một đoạn dài bổ sung với tốc độ ổn định (nghĩa là không bị giật) và cắt một đoạn dài khoảng 75 mm (3 in.).
12.7 Đặt tâm của cuộn băng lên trên lưới và đặt một ngón tay vào khu vực lưới được trơn nhẵn. Để đảm bảo tiếp xúc tốt với màng, hãy chà chặt băng bằng tẩy trên đầu bút chì. Các màu sắc dưới băng là một dấu hiệu hữu ích về thời điểm tiếp xúc tốt đã được thực hiện.
12.8 Trong vòng 90 6 30 s kể từ khi thi công, hãy tháo băng bằng cách giữ chặt đầu tự do và nhanh chóng (không giật) trở lại chính nó ở gần một góc 180 ° nhất có thể.
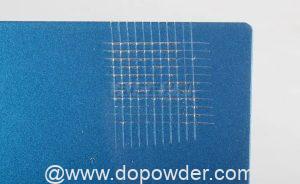
12.9 Kiểm tra khu vực lưới để loại bỏ lớp phủ khỏi nền hoặc khỏi lớp phủ trước bằng kính lúp được chiếu sáng. Đánh giá độ kết dính theo tỷ lệ sau được minh họa trong Hình 1: 5B Các cạnh của vết cắt hoàn toàn nhẵn; không có ô vuông nào của mạng tinh thể bị tách rời.
4B Các mảnh nhỏ của lớp phủ bị tách ra tại các điểm giao nhau; dưới 5% diện tích bị ảnh hưởng.
3B Các mảnh nhỏ của lớp phủ được tách ra dọc theo các cạnh và tại các giao điểm của các vết cắt. Diện tích bị ảnh hưởng là 5 đến 15% của mạng tinh thể.
2B Lớp phủ bị bong dọc theo các cạnh và trên các phần của hình vuông. Diện tích bị ảnh hưởng là 15 đến 35% của mạng tinh thể.
1B Lớp phủ đã bong ra dọc theo các cạnh của vết cắt bằng dải ruy băng lớn và toàn bộ hình vuông đã tách ra. Diện tích bị ảnh hưởng là 35 đến 65% của mạng tinh thể.
0B Độ bong tróc và bong tróc kém hơn Lớp 1.
12.10 Lặp lại thử nghiệm ở hai vị trí khác trên mỗi bảng thử nghiệm.
13. Báo cáo
13.1 Báo cáo số lần thử nghiệm, giá trị trung bình và phạm vi của chúng, và đối với hệ sơn, nơi xảy ra hư hỏng, nghĩa là giữa lớp thứ nhất và lớp nền, giữa lớp thứ nhất và lớp thứ hai,
và vv
13.2 Báo cáo chất nền được sử dụng, loại lớp phủ và phương pháp bảo dưỡng.
13.3 Nếu cường độ bám dính đã được xác định theo Phương pháp thử D 1000 hoặc D 3330, báo cáo kết quả với (các) xếp hạng độ bám dính. Nếu độ bền bám dính của băng chưa được xác định, hãy báo cáo loại băng cụ thể được sử dụng và nhà sản xuất.
13.4 Nếu thử nghiệm được thực hiện sau khi ngâm, báo cáo điều kiện ngâm và phương pháp chuẩn bị mẫu.
14. Độ chính xác và độ chệch
14.1 Trên cơ sở hai phép thử liên phòng của phương pháp thử này, trong đó một người trong sáu phòng thí nghiệm thực hiện một phép đo độ bám dính trên ba tấm, mỗi tấm trong số ba lớp phủ bao phủ một phạm vi độ bám dính rộng và những người vận hành khác trong sáu phòng thí nghiệm thực hiện ba phép đo trên hai tấm. mỗi lớp trong số bốn lớp phủ khác nhau được áp dụng trên hai lớp phủ khác, độ lệch chuẩn tổng hợp cho bên trong và giữa các phòng thí nghiệm được tìm thấy là 0.37 và 0.7. Dựa trên những độ lệch chuẩn này, các tiêu chí sau đây nên được sử dụng để đánh giá khả năng chấp nhận của các kết quả ở độ tin cậy 95%:
14.1.1 Độ lặp lại — Với điều kiện độ bám dính là đồng nhất trên một bề mặt lớn, các kết quả thu được bởi cùng một người thực hiện phải được coi là nghi ngờ nếu chúng khác nhau nhiều hơn một đơn vị đánh giá cho hai phép đo.
14.1.2 Độ tái lập - Hai kết quả, mỗi kết quả là giá trị trung bình của các bản sao hoặc số ba, do các nhà khai thác khác nhau thu được nên được coi là nghi ngờ nếu chúng khác nhau hơn hai đơn vị đánh giá.
14.2.Không thể thiết lập độ chệch cho các phương pháp thử này.
Nhận xét đã đóng