
ಸ್ಪ್ರೇ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಜೀನ್ಗೆ ಅಗತ್ಯತೆಗಳುral ಮತ್ತು ಕಲಾ ಪುಡಿ ಲೇಪನಗಳು
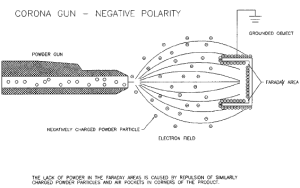
ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಎಲೆಕ್ಟ್ರೋಸ್ಟಾಟಿಕ್ ಕರೋನದ ವಿದ್ಯುತ್ ಕ್ಷೇತ್ರದ ತತ್ವದ ಬಳಕೆಯನ್ನು ಪುಡಿ ಲೇಪನ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. ಗನ್ ತಲೆಯ ಮೇಲೆ ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಆನೋಡ್ ಲೋಹದ ಡಿಫ್ಲೆಕ್ಟರ್ ಗುಣಮಟ್ಟದ ಸಂಪರ್ಕ, ಧನಾತ್ಮಕ ವರ್ಕ್ಪೀಸ್ ನೆಲದ ರಚನೆಯನ್ನು ಸಿಂಪಡಿಸಿ, ಇದರಿಂದ ಗನ್ ಮತ್ತು ವರ್ಕ್ಪೀಸ್ ನಡುವೆ ಬಲವಾದ ಸ್ಥಿರ ವಿದ್ಯುತ್ ಕ್ಷೇತ್ರದ ರಚನೆಯಾಗುತ್ತದೆ. ಸಂಕುಚಿತ ಗಾಳಿಯು ವಾಹಕ ಅನಿಲವಾಗಿದ್ದಾಗ, ಬ್ಯಾರೆಲ್ ಪುಡಿ ಲೇಪನ ಪೌಡರ್ ಗನ್ ಡಿಫ್ಲೆಕ್ಟರ್ ರಾಡ್ ಅನ್ನು ಸಿಂಪಡಿಸಲು ಪರಾಗ ಟ್ಯೂಬ್ ಅನ್ನು ಕಳುಹಿಸಲಾಗಿದೆ, ಹೈ-ವೋಲ್ಟೇಜ್ ಆನೋಡ್ನಿಂದ ಉತ್ಪತ್ತಿಯಾಗುವ ಕರೋನಾ ಡಿಸ್ಚಾರ್ಜ್ಗೆ ಸಂಪರ್ಕಪಡಿಸಿದ ಮಾರ್ಗದರ್ಶಿ ರಾಡ್, ದಟ್ಟವಾದ ಋಣಾತ್ಮಕ ಆವೇಶದ ಸಮೀಪದಲ್ಲಿ, ಋಣಾತ್ಮಕ ಚಾರ್ಜ್ ಮಾಡಲು ಪುಡಿ, ಮತ್ತು ಹೆಚ್ಚಿನ ವಿದ್ಯುತ್ ಕ್ಷೇತ್ರದ ಶಕ್ತಿಯನ್ನು ಪ್ರವೇಶಿಸಿತು ಸ್ಥಿರ ವಿದ್ಯುತ್ ಮತ್ತು ವಾಹಕ ಅನಿಲದ ದ್ವಿಪಾತ್ರದಲ್ಲಿ ಸ್ಥಾಯೀವಿದ್ಯುತ್ತಿನ ಕ್ಷೇತ್ರದ, ಪುಡಿ ಪದರದ ಏಕರೂಪದ ದಪ್ಪವನ್ನು ರೂಪಿಸಲು ನೆಲದ ವರ್ಕ್ಪೀಸ್ ಮೇಲ್ಮೈ ಕಡೆಗೆ ಪುಡಿ, ಮತ್ತು ನಂತರ ಶಾಖ ಕ್ಯೂರಿಂಗ್ ಬಾಳಿಕೆ ಬರುವ ಲೇಪನವಾಗಿ ರೂಪಾಂತರಗೊಳ್ಳುತ್ತದೆ.
ಲೇಪನ ಅಪ್ಲಿಕೇಶನ್ ಪ್ರಕ್ರಿಯೆ:
ಪೂರ್ವ ಚಿಕಿತ್ಸೆ - ನೀರನ್ನು ತೆಗೆದುಹಾಕಲು ಒಣಗಿಸುವುದು - ಸಿಂಪಡಿಸುವುದು - ಪರಿಶೀಲಿಸಿ - ಬೇಯಿಸುವುದು - ಪರಿಶೀಲಿಸಿ - ಮುಗಿದಿದೆ
ಲೇಪನ ಅಪ್ಲಿಕೇಶನ್ ಅವಶ್ಯಕತೆ
ಜೀನ್ಗಾಗಿ ಸ್ಪ್ರೇ ಅವಶ್ಯಕತೆಗಳುral ರೀತಿಯ ಪುಡಿ ಲೇಪನ
- ಪುಡಿ ಲೇಪನದ ಗುಣಲಕ್ಷಣಗಳು ಬಣ್ಣದ ಮೇಲ್ಮೈಯನ್ನು ಮುರಿಯಲು ಲೇಪನದ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಲು ಸಂಪೂರ್ಣ ನಾಟಕವನ್ನು ನೀಡಬಹುದು ಮೊದಲು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಮೇಲ್ಮೈ ಪೂರ್ವ-ಚಿಕಿತ್ಸೆ
- ಸ್ಪ್ರೇ, ಪಫಿಂಗ್ನ ಪುಡಿ ಲೇಪನದ ದಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚಿಸುವ ಸಲುವಾಗಿ ಸಂಪೂರ್ಣವಾಗಿ ನೆಲಸಮವಾಗುವಂತೆ ಚಿತ್ರಿಸಲಾಗಿದೆ.
- ದೊಡ್ಡ ಮೇಲ್ಮೈ ದೋಷಗಳನ್ನು ಚಿತ್ರಿಸಬೇಕು, ಲೇಪನ ಮತ್ತು ನಯವಾದ ರಚನೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಸ್ಕ್ರಾಚ್ ವಾಹಕ ಪುಟ್ಟಿ.
- ಹೀಟ್ ಕ್ಯೂರಿಂಗ್ ಅಗತ್ಯವನ್ನು ಸಿಂಪಡಿಸಿ, ಪುಡಿ ಉತ್ಪನ್ನದ ತಾಂತ್ರಿಕ ಸೂಚಕಗಳಲ್ಲಿ ಕ್ಯೂರಿಂಗ್ ಪರಿಸ್ಥಿತಿಗಳು ಮೇಲುಗೈ ಸಾಧಿಸುತ್ತವೆ ಆದರೆ ಅಪಘಾತದ ಸಾಕಷ್ಟು ಗುಣಮಟ್ಟದಿಂದ ಉಂಟಾಗುವ ಕ್ಯೂರಿಂಗ್ ಅನ್ನು ತಪ್ಪಿಸಲು ಸಂಪೂರ್ಣವಾಗಿ ಗುಣಪಡಿಸುವ ತಾಪಮಾನ ಮತ್ತು ಸಮಯವನ್ನು ಖಾತರಿಪಡಿಸಬೇಕು.
- ಪರೀಕ್ಷೆಯ ನಂತರ ತಕ್ಷಣವೇ ಧೂಳೀಪಟವಾಗುವುದು, ದೋಷ ಪತ್ತೆಯಾದರೆ ತಕ್ಷಣವೇ ವ್ಯವಹರಿಸಬೇಕು, ದೋಷವನ್ನು ಗುಣಪಡಿಸಿದ ನಂತರ ಪತ್ತೆಯಾದ ನಂತರ, ಅದರ ವ್ಯಾಪ್ತಿ ಭಾಗಶಃ ಮಾತ್ರ ಅದನ್ನು ಸರಿಪಡಿಸಲು ಬಳಸಬಹುದಾದ ಚಿತ್ರಿಸಿದ ಮೇಲ್ಮೈ ಅಲಂಕಾರವನ್ನು ಬಾಧಿಸುವುದಿಲ್ಲ. ಬಣ್ಣ ಅಸಿಟೋನ್ ಅನ್ನು ದುರ್ಬಲಗೊಳಿಸಿದ ಪುಡಿ, ವ್ಯಾಪ್ತಿಯು ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರಿದರೆ, ಮರಳು ಕಾಗದವನ್ನು ಬಳಸಿ, ನಂತರ ಒಮ್ಮೆ ಸಿಂಪಡಿಸಿ ಅಥವಾ ಲೇಪನವನ್ನು ತೆಗೆದುಹಾಕಲು ಪೇಂಟ್ ಹೋಗಲಾಡಿಸುವವರನ್ನು ಬಳಸಿ, ತದನಂತರ ಮರು-ಸುಯೋನಾ ಪುಡಿ.
- ನಿರ್ದಿಷ್ಟ ಶೇಕಡಾವಾರು ಹೊಸ ಪುಡಿ ಮಿಶ್ರಣದ ನಂತರ ಕಸವನ್ನು ತೆಗೆದುಹಾಕಲು ಫಿಲ್ಟರ್ ಮಾಡಬೇಕಾದ ಪುಡಿಯ ಚೇತರಿಕೆ.
- ಪೌಡರ್ ಬ್ಯಾರೆಲ್, ಪೌಡರ್ ರೂಮ್ ಮತ್ತು ರಿಕವರಿ ಸಿಸ್ಟಮ್ ಬೇರೆ ಬಣ್ಣದ ಪುಡಿಯ ಮಾಲಿನ್ಯವನ್ನು ತಪ್ಪಿಸಬೇಕು, ಆದ್ದರಿಂದ ಪ್ರತಿ ಬಾರಿ ನೀವು ಬಣ್ಣವನ್ನು ಬದಲಾಯಿಸಿದಾಗ ಶುದ್ಧೀಕರಿಸಬೇಕು.
ಕಲಾ ಪ್ರಕಾರದ ಪುಡಿ ಲೇಪನಗಳಿಗೆ ಸ್ಪ್ರೇ ಅವಶ್ಯಕತೆಗಳು
ಸುಂದರವಾದ, ಬಲವಾದ ಮೂರನೇ ಆಯಾಮದೊಂದಿಗೆ ಕಲಾ ಪುಡಿ, ಮತ್ತು ಅತ್ಯಾಚಾರದ ಅಲಂಕಾರಿಕ ಪರಿಣಾಮ, ಆದರೆ ಅದರ ಕಟ್ಟುನಿಟ್ಟಾದ ನಿರ್ಮಾಣ ಪ್ರಕ್ರಿಯೆ.
- ಇನ್ಪುಟ್ ಗಾಳಿಯ ಒತ್ತಡವನ್ನು ಧೂಳೀಕರಿಸುವುದು ತುಂಬಾ ದೊಡ್ಡದಾಗಿರಬಾರದು, ಜೀನ್ral 0.5-1.5kg/cm2 ಅನ್ನು ಉತ್ತಮ ರೀತಿಯಲ್ಲಿ ನಿಯಂತ್ರಿಸಿ. ಒತ್ತಡವು ಮಾದರಿಯ ಸ್ಪಷ್ಟತೆ ಕಳಪೆಯಾಗಿರಬಹುದು ಅಥವಾ ಸ್ವಲ್ಪ ಹೊಂಡವನ್ನು ಹೊಂದಿರಬಹುದು. ಸ್ಥಾಯೀವಿದ್ಯುತ್ತಿನ ವೋಲ್ಟೇಜ್ ತುಂಬಾ ಹೆಚ್ಚಿರಬಾರದು, ಜೀನ್ral ಸುಮಾರು 60-70Kv ನಿಯಂತ್ರಣ. ವೋಲ್ಟೇಜ್ ತುಂಬಾ ಅಧಿಕವಾಗಿದೆ, ಮರುಕಳಿಸುವ ವಿದ್ಯಮಾನ ಮಾ ಹ್ಯಾಂಗ್ ಮೇಲ್ಮೈ ಸಂಭವಕ್ಕೆ ಲಗತ್ತಿಸಲಾದ ಪುಡಿ ಮಾಡುತ್ತದೆ. ಬಡವರು ಮತ್ತು ಇತರ ದೋಷಗಳನ್ನು ಮಟ್ಟಹಾಕುವುದು.
- ಲೇಪನದ ದಪ್ಪ, ಜೀನ್ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ತೆಗೆದುಕೊಳ್ಳಬೇಕುral ನಿಯಂತ್ರಣವು ಗಮನಾರ್ಹ ಮಾದರಿಗಳು ಮತ್ತು 70-100μm ನಡುವಿನ ಮಾದರಿಯ ರಚನೆಗೆ ಮಾತ್ರ ಅನುಕೂಲಕರವಾಗಿರುತ್ತದೆ, ತೆಳುವಾದ ಲೇಪನವು ಮಾದರಿಯು ಸ್ಪಷ್ಟವಾಗಿಲ್ಲ, ಆದರೆ ಮಾದರಿಯು ಚಿಕ್ಕದಾಗಿದೆ ಮತ್ತು ಇದು ಕೊನೆಯಲ್ಲಿ ದೋಷವನ್ನು ಬಹಿರಂಗಪಡಿಸುತ್ತದೆ
- ಕ್ಯೂರಿಂಗ್ ಅನ್ನು ನಿರ್ದಿಷ್ಟ ತಾಪಮಾನ ಮತ್ತು ಸಮಯದ ಪ್ರಕಾರ ಬೇಯಿಸಬೇಕು. ತಾಪಮಾನವು ತುಂಬಾ ಕಡಿಮೆಯಿದ್ದರೆ, ಸಮಯವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದ್ದರೆ, ಪುಡಿಯು ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳ ಮಾದರಿಯನ್ನು ರೂಪಿಸುವುದಿಲ್ಲ ಮತ್ತು ಕ್ಯೂರಿಂಗ್ ಪೂರ್ಣಗೊಳ್ಳದಿದ್ದರೂ ಗಮನಾರ್ಹವಾಗಿ ಕುಸಿಯುತ್ತದೆ. ಜೊತೆಗೆ, ಕಲೆ ಮಾದರಿಯ ಪುಡಿ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯ ವಿಶೇಷ ಸ್ವಭಾವದಿಂದಾಗಿ, ನಂತರ ಮರುಬಳಕೆಯ ಪುಡಿಯೊಂದಿಗೆ ಸಿಂಪಡಿಸಲಾಗುತ್ತದೆ, ಅದರ ಮಾದರಿಯು ಚಿಕ್ಕದಾಗಿರುತ್ತದೆ ಅಥವಾ ಅತ್ಯಲ್ಪ ಬದಲಾವಣೆಗಳು ಸಂಭವಿಸುತ್ತವೆ, ಇದು ಜೀನ್ ಆಗಿದೆralಆರ್ಟ್ ಪೌಡರ್ನ ಮರುಬಳಕೆಯನ್ನು ಬಳಸಬೇಡಿ ಎಂದು ly ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ. ಬಳಕೆ ಕೂಡ ಪರೀಕ್ಷೆಗೆ ಒಳಪಟ್ಟಿರುತ್ತದೆ. ಅದರ ಹೆಚ್ಚು ಕಟ್ಟುನಿಟ್ಟಾದ ನಿರ್ಮಾಣ ಅಗತ್ಯತೆಗಳಿದ್ದರೂ ಮೇಲಿನದನ್ನು ನೋಡಿ, ಲೇಪನ ಪ್ರಕ್ರಿಯೆಯು ಮೇಲಿನ ಅಂಶಗಳ ಉತ್ತಮ ಗ್ರಹಿಕೆ, ಅಪೇಕ್ಷಿತ ತೃಪ್ತಿಯನ್ನು ಸಾಧಿಸುತ್ತದೆ ಎಂದು ನಂಬಲಾಗಿದೆ.
ಕಾಮೆಂಟ್ಗಳನ್ನು ಮುಚ್ಚಲಾಗಿದೆ