
HANYAR GWADA-CIKI-YANKE GWAJI-ASTM D3359-02
HANYAR GWADA-CIKI-YANKE GWAJI-ASTM D3359-02
10. Na'ura da Kayayyaki
10.1 Kayan Aikin Yankan9-Kaifi mai kaifi, gyale, wuka ko sauran na'urar yankan suna da kusurwar yankan tsakanin 15 zuwa 30° wanda zai sanya ko dai yanke ko bakwairal yanke lokaci guda. Yana da mahimmanci musamman cewa ƙwanƙwasa ko gefuna suna cikin yanayi mai kyau.
10.2 Jagorar Yanke-Idan an yanke yanke da hannu (saɓanin na'urar inji) ƙarfe ko wani madaidaicin ƙarfe mai ƙarfi ko samfuri don tabbatar da yanke madaidaiciya.
10.3 Doka-Ƙa'idar ƙarfe mai zafi ta kammala karatun digiri a cikin 0.5 mm don auna yanke kowane mutum.
10.4 Tef, kamar yadda aka bayyana a cikin 5.3.
10.5 Mai goge roba, a ƙarshen fensir.
10.6 Haske, kamar yadda aka bayyana a cikin 5.5.
10.7 Gilashin Gilashin Gilashin-Mafi girma mai haske da za a yi amfani da shi yayin yin yanke mutum ɗaya da bincika wurin gwaji.
11. Gwajin Gwaji
11.1 Gwajin samfurori za su kasance kamar yadda aka bayyana a cikin Sashe na 6. Ya kamata a lura, duk da haka, cewa masu yankewa da yawa10 suna ba da sakamako mai kyau kawai a kan wuraren gwajin da ya dace da jirgin sama wanda duk gefuna suna tuntuɓar substrate zuwa digiri ɗaya. Bincika lebur tare da madaidaiciya madaidaiciya kamar na ƙa'idar ƙarfe mai zafi.
12. Hanyar
12.1 Inda ake buƙata ko lokacin da aka yarda, gabatar da samfuran zuwa gwajin farko kafin yin gwajin tef (duba Bayanan kula 3). Bayan bushewa ko gwada rufin, gudanar da gwajin tef a dakin da zafin jiki kamar yadda aka ayyana a Specification D 3924, sai dai idan D 3924 daidaitaccen zafin jiki ya buƙaci ko yarda.
12.1.1 Don samfurori waɗanda aka nutsar da su: Bayan nutsewa, tsaftacewa da goge saman tare da ƙawancen da ya dace wanda ba zai cutar da mutuncin rufin ba. Sannan bushe ko shirya saman, ko duka biyun, kamar yadda aka yi yarjejeniya tsakanin mai siye da mai siyarwa.
12.2 Zaɓi yanki mara lahani da ƙananan lahani, sanya a kan tushe mai ƙarfi, kuma ƙarƙashin haske mai haskakawa, sanya parallel yanke kamar haka:
12.2.1 Domin coatings da ciwon bushe fim kauri har zuwa da kuma ciki har da 2.0 mils (50 μm) sarari da yanke 1 mm baya da yin goma sha daya sai dai idan aka yarda akasin haka.
12.2.2 Domin coatings ciwon bushe fim kauri tsakanin 2.0 mils (50 μm) da 5 mils (125 μm), sarari da cuts 2 mm baya da yin shida cuts. Don fina-finai masu kauri fiye da mil 5 yi amfani da Hanyar Gwaji A.11
12.2.3 Yi duk yanke kusan mm 20 (3⁄4 in.) tsayi. Yanke ta cikin fim ɗin zuwa madaidaicin a cikin motsi guda ɗaya ta amfani da isasshen matsi akan kayan aikin yanke don samun yanki mai yankan ya isa wurin. Lokacin yin yanke guda ɗaya jere tare da taimakon jagora, sanya jagorar akan wurin da ba a yanke ba.
12.3 Bayan yin yankan da ake buƙata, goge fim ɗin da sauƙi tare da goga mai laushi ko nama don cire duk wani ɓoyayyen flakes ko ribbons na sutura.
12.4 Bincika yankan gefen kuma, idan ya cancanta, cire duk wani wuri mai faɗi ko gefen waya ta hanyar zubewa da sauƙi a kan kyakkyawan dutse mai kyau. Yi ƙarin adadin yanke a 90° zuwa kuma a tsakiya akan yanke na asali.
12.5 Goge wurin kamar a baya kuma bincika incision don haskaka haske daga ƙasa. Idan karfen bai kai ga sake yin wani grid a wani wuri daban ba.
12.6 Cire cikakken tef guda biyu kuma jefar. Cire wani ƙarin tsayi a tsayin daka (wato, ba ƙwanƙwasa ba) kuma yanke yanki kusan mm 75 (inci 3) tsayi.
12.7 Sanya tsakiyar tef a kan grid kuma a cikin yankin grid ɗin cikin santsi zuwa wurin da yatsa. Don tabbatar da kyakkyawar hulɗa tare da fim ɗin shafa tef ɗin da ƙarfi tare da gogewa a ƙarshen fensir. The launi ƙarƙashin tef ɗin alama ce mai amfani na lokacin da aka yi hulɗa mai kyau.
12.8 A cikin 90 6 30 s na aikace-aikacen, cire tef ɗin ta hanyar ƙwace ƙarshen kyauta kuma cikin sauri (ba a jijjiga ba) komawa kanta a kusa da kusurwar 180° gwargwadon yiwuwa.
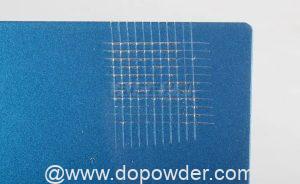
12.9 Duba grid yankin don kau da shafi daga substrate ko daga baya shafi ta amfani da haske magnifier. Ƙimar mannewa daidai da ma'auni mai zuwa wanda aka kwatanta a cikin siffa 1: 5B Gefuna na yanke suna da santsi; babu daya daga cikin murabba'in lettin da ya ware.
4B Ƙananan flakes na sutura an rabu da su a tsaka-tsaki; kasa da kashi 5% na yankin abin ya shafa.
3B Ƙananan flakes na rufi an ware su tare da gefuna kuma a tsaka-tsakin yanke. Yankin da abin ya shafa shine 5 zuwa 15% na lattice.
2B Rufin ya lalace tare da gefuna da kuma a kan sassan murabba'ai. Yankin da aka shafa shine 15 zuwa 35% na lattice.
1B Rufin ya fashe tare da gefuna na yanke a cikin manyan ribbons kuma duka murabba'ai sun ware. Yankin da abin ya shafa shine 35 zuwa 65% na lattice.
0B Flaking da rarrabuwa ya fi muni fiye da Grade 1.
12.10 Maimaita gwajin a wasu wurare biyu akan kowane kwamitin gwaji.
13. Yi rahoto
13.1 Rahoton adadin gwaje-gwaje, ma'anar su da kewayo, da kuma tsarin sutura, inda gazawar ta faru, wato, tsakanin gashin farko da substrate, tsakanin gashin farko da na biyu,
da dai sauransu.
13.2 Bayar da rahoton da aka yi amfani da shi, nau'in sutura da kuma hanyar magani.
13.3 Idan an ƙayyade ƙarfin mannewa daidai da hanyoyin Gwaji D 1000 ko D 3330, bayar da rahoton sakamakon tare da ƙimar mannewa (s). Idan ba a ƙididdige ƙarfin mannewar tef ɗin ba, bayar da rahoton takamaiman tef ɗin da aka yi amfani da shi da mai yin sa.
13.4 Idan an yi gwajin bayan nutsewa, bayar da rahoton yanayin nutsewa da hanyar shirya samfurin.
14. Daidaito da Bias
14.1 Dangane da gwaje-gwajen interlaboratory guda biyu na wannan hanyar gwaji a cikin ɗayan waɗanda masu aiki a cikin dakunan gwaje-gwaje shida sun yi ma'aunin mannewa ɗaya akan bangarori uku kowanne daga cikin rufin uku wanda ke rufe daɗaɗɗen mannewa kuma a cikin sauran masu aiki a cikin dakunan gwaje-gwaje shida sun yi ma'auni uku akan bangarori biyu. kowane nau'i daban-daban guda hudu da aka yi amfani da su a kan wasu nau'i biyu, madaidaicin madaidaicin rarrabuwa na ciki- da tsakanin dakunan gwaje-gwaje an gano su zama 0.37 da 0.7. Dangane da waɗannan daidaitattun madaidaitan saɓani, yakamata a yi amfani da ma'auni masu zuwa don yin hukunci akan yarda da sakamako a matakin amincewa 95%:
14.1.1 Maimaituwa-Samar da mannewa daidai yake akan babban saman, sakamakon da ma'aikaci ɗaya ya samu yakamata a yi la'akari da wanda ake zargi idan sun bambanta da naúrar ƙima fiye da ɗaya don ma'auni biyu.
14.1.2 Reproducibility-Sakamako guda biyu, kowanne ma'anar kwafi ko uku, wanda masu aiki daban-daban suka samu yakamata a yi la'akari da wanda ake tuhuma idan sun bambanta da fiye da raka'o'in ƙima biyu.
14.2 Ba za a iya kafa son zuciya ga waɗannan hanyoyin gwaji ba.
An rufe sharhi