
পরীক্ষা পদ্ধতি-ক্রস-কাট টেপ পরীক্ষা-ASTM D3359-02
পরীক্ষা পদ্ধতি-ক্রস-কাট টেপ পরীক্ষা-ASTM D3359-02
10. যন্ত্রপাতি এবং উপকরণ
10.1 কাটিং টুল 9—তীক্ষ্ণ রেজার ব্লেড, স্ক্যাল্পেল, ছুরি বা অন্যান্য কাটিং ডিভাইসের কাটিং এজ অ্যাঙ্গেল 15 থেকে 30° এর মধ্যে থাকে যা একটি সিঙ্গেল কাট বা সেভ করবেral একবারে কাটা কাটিং এজ বা প্রান্ত ভালো অবস্থায় থাকা বিশেষ গুরুত্ব বহন করে।
10.2 কাটার নির্দেশিকা—যদি কাটাগুলি ম্যানুয়ালি করা হয় (যান্ত্রিক যন্ত্রপাতির বিপরীতে) একটি ইস্পাত বা অন্যান্য শক্ত ধাতুর স্ট্রেইটেজ বা টেমপ্লেট সোজা কাটা নিশ্চিত করতে।
10.3 নিয়ম — স্বতন্ত্র কাট পরিমাপের জন্য 0.5 মিমিতে টেম্পারড স্টিলের নিয়ম স্নাতক।
10.4 টেপ, যেমন 5.3 এ বর্ণিত হয়েছে।
10.5 রাবার ইরেজার, একটি পেন্সিলের শেষে।
10.6 আলোকসজ্জা, যেমন 5.5 এ বর্ণিত হয়েছে।
10.7 ম্যাগনিফাইং গ্লাস—একটি আলোকিত ম্যাগনিফায়ার যা স্বতন্ত্র কাট করার সময় এবং পরীক্ষার এলাকা পরীক্ষা করার সময় ব্যবহার করা হবে।
11. পরীক্ষার নমুনা
11.1 পরীক্ষা নমুনাগুলি ধারা 6-এ বর্ণিত হিসাবে হতে হবে। তবে এটি লক্ষ করা উচিত যে মাল্টিটিপ কাটার 10 শুধুমাত্র পরীক্ষার ক্ষেত্রেই ভাল ফলাফল প্রদান করে যাতে সমস্ত কাটিং প্রান্ত একই মাত্রায় সাবস্ট্রেটের সাথে যোগাযোগ করে। টেম্পারড স্টিলের নিয়মের মতো সোজা প্রান্ত দিয়ে সমতলতা পরীক্ষা করুন।
12। কার্যপ্রণালী
12.1 যেখানে প্রয়োজন হয় বা যখন সম্মত হয়, টেপ পরীক্ষা করার আগে নমুনাগুলিকে একটি প্রাথমিক পরীক্ষার জন্য সাবজেক্ট করুন (টীকা 3 দেখুন)। লেপ শুকানোর বা পরীক্ষা করার পরে, স্পেসিফিকেশন D 3924-এ সংজ্ঞায়িত হিসাবে ঘরের তাপমাত্রায় টেপ পরীক্ষা পরিচালনা করুন, যদি না D 3924 স্ট্যান্ডার্ড তাপমাত্রা প্রয়োজন বা সম্মত হয়।
12.1.1 নমুনাগুলির জন্য যেগুলি নিমজ্জিত করা হয়েছে: নিমজ্জনের পরে, একটি উপযুক্ত দ্রাবক দিয়ে পৃষ্ঠটি পরিষ্কার করুন এবং মুছুন যা আবরণের অখণ্ডতার ক্ষতি করবে না৷ তারপর শুকনো বা পৃষ্ঠ প্রস্তুত করুন, বা উভয়, ক্রেতা এবং বিক্রেতার মধ্যে সম্মত হয়।
12.2 দাগ এবং সামান্য পৃষ্ঠের অসম্পূর্ণতা মুক্ত একটি এলাকা নির্বাচন করুন, একটি দৃঢ় ভিত্তির উপর রাখুন, এবং আলোকিত ম্যাগনিফায়ারের নীচে, pa তৈরি করুনralনিম্নরূপ লেল কাট:
12.2.1 2.0 mils (50 μm) স্থান পর্যন্ত শুষ্ক ফিল্ম পুরুত্বের আবরণগুলির জন্য 1 মিমি ব্যবধানে কাটা এবং অন্যথায় সম্মত না হলে এগারোটি কাট করুন৷
12.2.2 2.0 mils (50 μm) এবং 5 mils (125 μm) এর মধ্যে শুষ্ক ফিল্ম পুরুত্বের আবরণগুলির জন্য, কাটাগুলিকে 2 মিমি দূরে রাখুন এবং ছয়টি কাট করুন৷ 5 মিলের বেশি পুরু ফিল্মের জন্য পরীক্ষা পদ্ধতি A.11 ব্যবহার করুন
12.2.3 প্রায় 20 মিমি (3⁄4 ইঞ্চি) লম্বা সমস্ত কাট করুন। কাটিয়া প্রান্তটি সাবস্ট্রেটে পৌঁছানোর জন্য কাটিং টুলে পর্যাপ্ত চাপ ব্যবহার করে একটি স্থির গতিতে সাবস্ট্রেটে ফিল্মটি কাটুন। গাইডের সাহায্যে ক্রমাগত একক কাট করার সময়, কাটা জায়গায় গাইডটি রাখুন।
12.3 প্রয়োজনীয় কাট করার পর একটি নরম ব্রাশ বা টিস্যু দিয়ে ফিল্মটিকে হালকাভাবে ব্রাশ করুন যাতে কোনও বিচ্ছিন্ন ফ্লেক্স বা আবরণের ফিতা অপসারণ করা যায়।
12.4 কাটিয়া প্রান্ত পরীক্ষা করুন এবং, প্রয়োজন হলে, একটি সূক্ষ্ম তেল পাথরের উপর হালকাভাবে ঘষে কোনো সমতল দাগ বা তারের প্রান্ত অপসারণ করুন। 90° থেকে এবং মূল কাটের উপর কেন্দ্র করে অতিরিক্ত সংখ্যক কাট তৈরি করুন।
12.5 আগের মতই এলাকা ব্রাশ করুন এবং সাবস্ট্রেট থেকে আলোর প্রতিফলনের জন্য চিরাগুলি পরিদর্শন করুন। যদি ধাতু পৌঁছে না থাকে তবে অন্য জায়গায় অন্য গ্রিড তৈরি করুন।
12.6 টেপের দুটি সম্পূর্ণ ল্যাপ সরান এবং বাতিল করুন। একটি স্থির (অর্থাৎ, ঝাঁকুনি দেওয়া নয়) হারে একটি অতিরিক্ত দৈর্ঘ্য সরান এবং প্রায় 75 মিমি (3 ইঞ্চি) লম্বা একটি টুকরো কাটুন।
12.7 টেপের কেন্দ্রটি গ্রিডের উপরে এবং গ্রিডের এলাকায় একটি আঙুল দিয়ে মসৃণ করুন। ফিল্মের সাথে ভাল যোগাযোগ নিশ্চিত করতে পেন্সিলের শেষে ইরেজার দিয়ে টেপটি শক্তভাবে ঘষুন। দ্য রঙ টেপের নীচে একটি দরকারী ইঙ্গিত যখন ভাল যোগাযোগ করা হয়েছে।
12.8 প্রয়োগের 90 6 30 সেকেন্ডের মধ্যে, মুক্ত প্রান্তটি দখল করে টেপটি সরিয়ে ফেলুন এবং যতটা সম্ভব 180° কোণের কাছাকাছি থেকে দ্রুত (ঝাঁকুনি দেওয়া নয়) নিজের উপর ফিরে আসুন।
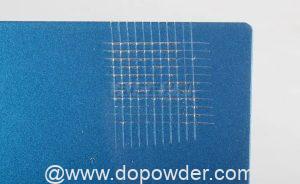
12.9 আলোকিত ম্যাগনিফায়ার ব্যবহার করে সাবস্ট্রেট বা পূর্ববর্তী আবরণ থেকে আবরণ অপসারণের জন্য গ্রিড এলাকা পরিদর্শন করুন। চিত্র 1: 5B-এ চিত্রিত নিম্নলিখিত স্কেল অনুসারে আনুগত্যকে রেট করুন কাটগুলির প্রান্তগুলি সম্পূর্ণ মসৃণ; জালির বর্গক্ষেত্রের কোনোটিই বিচ্ছিন্ন নয়।
4B আবরণের ছোট ফ্লেকগুলি ছেদগুলিতে বিচ্ছিন্ন হয়; 5% এরও কম এলাকা প্রভাবিত।
3B আবরণের ছোট ফ্লেকগুলি প্রান্ত বরাবর এবং কাটার সংযোগস্থলে বিচ্ছিন্ন থাকে। ক্ষতিগ্রস্ত এলাকা জালির 5 থেকে 15%।
2B আবরণটি প্রান্ত বরাবর এবং বর্গাকার অংশে ফ্ল্যাক হয়েছে। প্রভাবিত এলাকাটি জালির 15 থেকে 35%।
1B বড় ফিতায় কাটা প্রান্ত বরাবর আবরণ flacked এবং পুরো বর্গক্ষেত্র বিচ্ছিন্ন হয়েছে. ক্ষতিগ্রস্ত এলাকা জালির 35 থেকে 65%।
0B ফ্লেকিং এবং বিচ্ছিন্নতা গ্রেড 1 এর চেয়ে খারাপ।
12.10 প্রতিটি পরীক্ষা প্যানেলে অন্য দুটি স্থানে পরীক্ষাটি পুনরাবৃত্তি করুন।
13. রিপোর্ট
13.1 পরীক্ষার সংখ্যা, তাদের গড় এবং পরিসীমা এবং লেপ সিস্টেমের জন্য, যেখানে ব্যর্থতা ঘটেছে, অর্থাৎ প্রথম কোট এবং সাবস্ট্রেটের মধ্যে, প্রথম এবং দ্বিতীয় কোটের মধ্যে, রিপোর্ট করুন।
ইত্যাদি।
13.2 নিযুক্ত সাবস্ট্রেট, আবরণের ধরন এবং নিরাময়ের পদ্ধতির প্রতিবেদন করুন।
13.3 যদি আনুগত্য শক্তি পরীক্ষা পদ্ধতি D 1000 বা D 3330 অনুযায়ী নির্ধারিত হয়, তাহলে আনুগত্য রেটিং(গুলি) সহ ফলাফলগুলি রিপোর্ট করুন৷ যদি টেপের আনুগত্য শক্তি নির্ধারণ করা না হয়, ব্যবহৃত নির্দিষ্ট টেপ এবং এর প্রস্তুতকারকের রিপোর্ট করুন।
13.4 যদি নিমজ্জনের পরে পরীক্ষা করা হয়, নিমজ্জনের অবস্থা এবং নমুনা তৈরির পদ্ধতি রিপোর্ট করুন।
14. যথার্থতা এবং পক্ষপাত
14.1 এই পরীক্ষা পদ্ধতির দুটি ইন্টারল্যাবরেটরি পরীক্ষার ভিত্তিতে যার মধ্যে একটিতে ছয়টি ল্যাবরেটরিতে অপারেটররা তিনটি প্যানেলে একটি করে আনুগত্য পরিমাপ করেছে যার প্রতিটি তিনটি আবরণ বিস্তৃত আনুগত্য কভার করেছে এবং অন্য ছয়টি পরীক্ষাগারের অপারেটর দুটি প্যানেলে তিনটি পরিমাপ করেছে। চারটি ভিন্ন আবরণের প্রতিটি দুটি অন্য দুটি আবরণের উপর প্রয়োগ করা হয়েছে, পরীক্ষাগারের মধ্যে এবং এর মধ্যে পুল করা স্ট্যান্ডার্ড বিচ্যুতি 0.37 এবং 0.7 পাওয়া গেছে। এই মানক বিচ্যুতির উপর ভিত্তি করে, 95% আত্মবিশ্বাসের স্তরে ফলাফলের গ্রহণযোগ্যতা বিচার করার জন্য নিম্নলিখিত মানদণ্ড ব্যবহার করা উচিত:
14.1.1 পুনরাবৃত্তিযোগ্যতা-প্রদত্ত আনুগত্য একটি বৃহৎ পৃষ্ঠের উপর অভিন্ন হয়, একই অপারেটরের দ্বারা প্রাপ্ত ফলাফলগুলিকে সন্দেহজনক হিসাবে বিবেচনা করা উচিত যদি তারা দুটি পরিমাপের জন্য একাধিক রেটিং ইউনিট দ্বারা পৃথক হয়।
14.1.2 পুনরুত্পাদনযোগ্যতা—দুটি ফলাফল, প্রত্যেকটি সদৃশ বা ট্রিপ্লিকেটের গড়, বিভিন্ন অপারেটর দ্বারা প্রাপ্ত সন্দেহজনক হিসাবে বিবেচিত হবে যদি তারা দুটির বেশি রেটিং ইউনিট দ্বারা পৃথক হয়।
14.2 এই পরীক্ষা পদ্ধতিগুলির জন্য পক্ষপাত স্থাপন করা যাবে না।
মন্তব্য বন্ধ