
פּרובירן מעטאָד-קרייַז-שנייַדן טאַפּע פּרובירן-אַסטם ד3359-02
פּרובירן מעטאָד-קרייַז-שנייַדן טאַפּע פּרובירן-אַסטם ד3359-02
10. אַפּאַראַט און מאַטעריאַלס
10.1 קאַטינג געצייַג 9-שאַרף רייזער בלייד, סקאַלפּעל, מעסער אָדער אנדערע קאַטינג מיטל מיט אַ קאַטינג ברעג ווינקל צווישן 15 און 30 ° וואָס וועט מאַכן אָדער אַ איין שנייַדן אָדער זיבןral שניידט גלײך. עס איז ספּעציעל וויכטיק אַז די קאַטינג ברעג אָדער עדזשאַז זענען אין אַ גוטן צושטאַנד.
10.2 קאַטינג גייד - אויב קאַץ זענען געמאכט מאַניואַלי (ווי קעגן צו אַ מעטשאַניקאַל אַפּאַראַט), אַ שטאָל אָדער אנדערע שווער מעטאַל סטראַיגהטעדגע אָדער מוסטער צו ענשור גלייַך קאַץ.
10.3 הערשן-טעמפּערד שטאָל הערשן גראַדזשאַווייטיד אין 0.5 מם פֿאַר מעסטן יחיד קאַץ.
10.4 טייפּ, ווי דיסקרייבד אין 5.3.
10.5 גומע מעקער, אויף די סוף פון אַ בלייַער.
10.6 ילומאַניישאַן, ווי דיסקרייבד אין 5.5.
10.7 מאַגניפייינג גלאַס - אַ ילומאַנייטאַד מאַגניפיער צו זיין געוויינט ווען איר מאַכן יחיד שנייַדן און דורכקוקן די פּראָבע געגנט.
11. טעסט ספּעסאַמאַנז
11.1 טעסט ספּעסאַמאַנז וועט זיין ווי דיסקרייבד אין אָפּטיילונג 6. עס זאָל זיין באמערקט, אָבער, אַז מולטיטיפּ קאַטערז 10 צושטעלן גוט רעזולטאַטן בלויז אויף פּרובירן געביטן גענוג פלאַך אַז אַלע קאַטינג עדזשאַז קאָנטאַקט די סאַבסטרייט אין דער זעלביקער גראַד. קוק פֿאַר פלאַטנאַס מיט אַ גלייַך ברעג אַזאַ ווי אַז פון די טעמפּערד שטאָל הערשן.
12. פּראָצעדור
12.1 אויב פארלאנגט אָדער ווען מסכים אויף, אונטערטעניק די ספּעסאַמאַנז צו אַ פּרילימאַנערי פּראָבע איידער קאַנדאַקטינג די טייפּ פּרובירן (זען באַמערקונג 3). נאָך דרייינג אָדער טעסטינג די קאָוטינג, דורכפירן די טייפּ פּרובירן אין צימער טעמפּעראַטור ווי דיפיינד אין ספּעסיפיקאַטיאָן D 3924, סייַדן די D 3924 נאָרמאַל טעמפּעראַטור איז פארלאנגט אָדער מסכים.
12.1.1 פֿאַר ספּעסאַמאַנז וואָס זענען געטובלט: נאָך טבילה, ריין און ווישן די ייבערפלאַך מיט אַ צונעמען סאַלוואַנט וואָס וועט נישט שאַטן די אָרנטלעכקייַט פון די קאָוטינג. דעמאָלט טרוקן אָדער צוגרייטן די ייבערפלאַך, אָדער ביידע, ווי מסכים צווישן די קוינע און די טרעגער.
12.2 אויסקלייַבן אַ שטח פריי פון באַמליינז און מינערווערטיק ייבערפלאַך ימפּערפעקשאַנז, שטעלן אויף אַ פעסט באַזע, און אונטער די ילומאַנייטאַד מאַגנאַפייערralלעל קאַטינגז ווי גייט:
12.2.1 פֿאַר קאָאַטינגס מיט אַ טרוקן פילם גרעב אַרויף צו 2.0 מיל (50 μם) פּלאַץ די קאַץ 1 מם באַזונדער און מאַכן עלף קאַץ סייַדן אַנדערש מסכים אויף.
12.2.2 פֿאַר קאָאַטינגס מיט אַ טרוקן פילם גרעב צווישן 2.0 מיל (50 μם) און 5 מילס (125 μm), שטעלן די קאַץ 2 מם באַזונדער און מאַכן זעקס קאַץ. פֿאַר פילמס טיקער ווי 5 מיל, נוצן טעסט מעטאַד אַ.11
12.2.3 מאַכן אַלע קאַץ וועגן 20 מם (3⁄4 ין) לאַנג. דורכשניט דורך די פילם צו די סאַבסטרייט אין איין פעסט באַוועגונג ניצן נאָר גענוג דרוק אויף די קאַטינג געצייַג צו האָבן די קאַטינג ברעג דערגרייכן די סאַבסטרייט. ווען איר מאַכן סאַקסעסיוו איין קאַץ מיט די הילף פון אַ פירער, שטעלן די פירער אויף די ונקוט געגנט.
12.3 נאָך מאכן די פארלאנגט קאַץ באַרשט די פילם לייטלי מיט אַ ווייך באַרשט אָדער געוועב צו באַזייַטיקן קיין דיטאַטשט פלאַקעס אָדער ריבאַנז פון קאָוטינגז.
12.4 ונטערזוכן די קאַטינג ברעג און, אויב נייטיק, אַראָפּנעמען קיין פלאַך ספּאַץ אָדער דראָט-ברעג דורך אַבריידינג לייטלי אויף אַ פייַן בוימל שטיין. מאַכן די נאָך נומער פון קאַץ אין 90 ° צו און סענטערד אויף די אָריגינעל קאַץ.
12.5 באַרשט די געגנט ווי פריער און דורכקוקן די ינסיזשאַנז פֿאַר אָפּשפּיגלונג פון ליכט פון די סאַבסטרייט. אויב די מעטאַל איז נישט ריטשט, מאַכן אן אנדער גריד אין אַ אַנדערש אָרט.
12.6 אַראָפּנעמען צוויי גאַנץ לאַפּס פון טייפּ און אַוועקוואַרפן. אַראָפּנעמען אַן נאָך לענג אין אַ פעסט (וואָס איז, ניט דזשערקט) קורס און שנייַדן אַ שטיק וועגן 75 מם (3 אינטש) לאַנג.
12.7 שטעלן די צענטער פון די טאַשמע איבער די גריד און אין דער געגנט פון די גריד גלאַט אין פּלאַץ דורך אַ פינגער. צו ענשור גוט קאָנטאַקט מיט דעם פילם רייַבן די טייפּ פעסט מיט די מעקער אויף די סוף פון אַ בלייַער. די קאָליר אונטער די טייפּ איז אַ נוציק אָנווייַז פון ווען גוט קאָנטאַקט איז געמאכט.
12.8 ין 90 6 30 ס פון אַפּלאַקיישאַן, אַראָפּנעמען די טייפּ דורך סיזינג די פריי סוף און ראַפּאַדלי (ניט דזשערקט) צוריק אויף זיך אין ווי נאָענט צו אַ ווינקל פון 180 ° ווי מעגלעך.
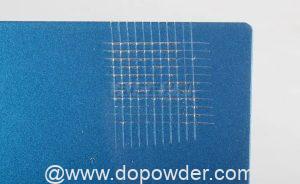
12.9 דורכקוקן די גריד געגנט פֿאַר באַזייַטיקונג פון קאָוטינג פון די סאַבסטרייט אָדער פון אַ פריערדיקן קאָוטינג מיט די ילומאַנייטאַד מאַגנאַפייער. קורס די אַדכיזשאַן אין לויט מיט די פאלגענדע וואָג ילאַסטרייטיד אין פיגורע 1: 5 ב די עדזשאַז פון די קאַץ זענען גאָר גלאַט; קיינער פון די סקווערז פון די לאַטאַס איז דיטאַטשט.
4 ב קליין פלאַקעס פון די קאָוטינג זענען דיטאַטשט ביי ינטערסעקשאַנז; ווייניקער ווי 5% פון די שטח איז אַפעקטאַד.
3B קליין פלאַקעס פון די קאָוטינג זענען דיטאַטשט צוזאמען עדזשאַז און ביי ינטערסעקשאַנז פון קאַץ. די אַפעקטאַד געגנט איז 5-15% פון די לאַטאַס.
2ב די קאָוטינג האט פלאַקינג צוזאמען די עדזשאַז און אויף טיילן פון די סקווערז.די געגנט אַפעקטאַד איז 15-35% פון די לאַטאַס.
1ב די קאָוטינג האט פלאַקינג צוזאמען די עדזשאַז פון קאַץ אין גרויס ריבאַנז און גאַנץ סקווערז האָבן דיטאַטשט. די אַפעקטאַד געגנט איז 35-65% פון די לאַטאַס.
0 ב פלאַקינג און דיטאַטשמאַנט ערגער ווי גראַד 1.
12.10 איבערחזרן די פּראָבע אין צוויי אנדערע לאָוקיישאַנז אויף יעדער פּרובירן טאַפליע.
13. באריכט
13.1 באריכט די נומער פון טעסץ, זייער דורכשניטלעך און קייט, און פֿאַר קאָוטינג סיסטעמען, ווו די דורכפאַל איז פארגעקומען, דאָס איז צווישן ערשטער מאַנטל און סאַבסטרייט, צווישן ערשטער און צווייט מאַנטל,
אאז"ו ו
13.2 מעלדונג די סאַבסטרייט געוויינט, די טיפּ פון קאָוטינג און דער אופֿן פון היילן.
13.3 אויב די אַדכיזשאַן שטאַרקייַט איז באשלאסן אין לויט מיט טעסט מעטהאָדס D 1000 אָדער D 3330, רעפּאָרטירן די רעזולטאַטן מיט אַדכיזשאַן ראַנג (s). אויב די אַדכיזשאַן שטאַרקייַט פון די טייפּ איז נישט באשלאסן, באַריכט די ספּעציפיש טייפּ געניצט און זייַן פאַבריקאַנט.
13.4 אויב די פּראָבע איז דורכגעקאָכט נאָך טבילה, באַריכט טבילה טנאָים און אופֿן פון צוגרייטונג פון מוסטער.
14. פּרעסיסיאָן און פאָרורטייל
14.1 אויף דער באזע פון צוויי ינטערלאַבאָראַטאָריע טעסץ פון דעם פּראָבע מעטאָד אין איינער פון וואָס אָפּערייטערז אין זעקס לאַבאָראַטאָריעס געמאכט איין אַדכיזשאַן מעזשערמאַנט אויף דריי פּאַנאַלז יעדער פון דריי קאָוטינגז וואָס דעקן אַ ברייט קייט פון אַדכיזשאַן און אין די אנדערע אָפּערייטערז אין זעקס לאַבאָראַטאָריעס געמאכט דריי מעזשערמאַנץ אויף צוויי פּאַנאַלז. יעדער פון פיר פאַרשידענע קאָאַטינגס געווענדט איבער צוויי אנדערע קאָאַטינגס, די פּאָאָלעד נאָרמאַל דיווייישאַנז פֿאַר ין- און צווישן לאַבאָראַטאָריעס זענען געפונען צו זיין 0.37 און 0.7. באַזירט אויף די סטאַנדאַרט דיווייישאַנז, די פאלגענדע קרייטיריאַ זאָל זיין גענוצט צו משפטן די אַקסעפּטאַנס פון רעזולטאַטן ביי די 95% צוטרוי מדרגה:
14.1.1 רעפּעאַטאַביליטי - צוגעשטעלט אַדכיזשאַן איז מונדיר איבער אַ גרויס ייבערפלאַך, רעזולטאַטן באקומען דורך דער זעלביקער אָפּעראַטאָר זאָל זיין געהאלטן כאָשעד אויב זיי אַנדערש דורך מער ווי איין שאַץ אַפּאַראַט פֿאַר צוויי מעזשערמאַנץ.
14.1.2 רעפּראָדוסיביליטי - צוויי רעזולטאטן, יעדער די דורכשניטלעך פון דופּליקאַטן אָדער טריפּליקאַטן, באקומען דורך פאַרשידענע אָפּערייטערז זאָל זיין געהאלטן כאָשעד אויב זיי זענען אַנדערש מיט מער ווי צוויי ראַנג וניץ.
14.2 פאָרורטייל קענען ניט זיין געגרינדעט פֿאַר די פּרובירן מעטהאָדס.
באַמערקונגען זענען פארמאכט