
FAMPIANARANA FITSARANA-TEST-CROSS-CUT TEST-ASTM D3359-02
FAMPIANARANA FITSARANA-TEST-CROSS-CUT TEST-ASTM D3359-02
10. Fitaovana sy fitaovana
10.1 Fitaovana 9—Hareza maranitra, scalpel, antsy na fitaovana fanapahana hafa manana zoro manapaka eo anelanelan’ny 15 ka hatramin’ny 30° izay mety hahatapaka na fito.ral manapaka indray mandeha. Zava-dehibe indrindra ny hoe ny sisiny na ny sisiny dia tsara.
10.2 Torolàlana manapaka—Raha atao amin'ny tanana ny fanapahana (mifanohitra amin'ny fitaovana mekanika) dia vy na vy mafy hafa mahitsy na môdely mba hiantohana ny fanapahana mahitsy.
10.3 Fitsipika - Fitsipika vy tempered nahazo diplaoma tamin'ny 0.5 mm ho fandrefesana ny fanapahana tsirairay.
10.4 Tape, araka ny voalaza ao amin'ny 5.3.
10.5 Famonoana fingotra, eo amin'ny faran'ny pensilihazo.
10.6 Fahazavana, araka ny voalaza ao amin'ny 5.5.
10.7 Fitaratra Fanamafisana—Fitaratra mirehitra ampiasaina rehefa manapaka tsirairay sy mandinika ny faritra andrana.
11. Santionany fitsapana
11.1 Ny santionan'ny fitsapana dia tokony ho araka ny voalaza ao amin'ny Fizarana 6. Tsara homarihina anefa fa ny multitip cutters10 dia manome vokatra tsara raha tsy amin'ny faritra andrana ampy tsara izay ny sisiny fanapahana rehetra mifandray amin'ny substrate amin'ny ambaratonga mitovy. Jereo ny fisaka amin'ny sisiny mahitsy toy ny an'ny fitsipika vy tempered.
12. fitsarana
12.1 Raha ilaina na rehefa nifanarahana, dia ataovy andrana santatra ny santionany alohan'ny hanaovana ny fitiliana kasety (jereo ny fanamarihana 3). Aorian'ny fanamainana na fitsapana ny coating, dia ataovy amin'ny mari-pana ao amin'ny efitrano ny fitsapana kasety araka ny voafaritra ao amin'ny Specification D 3924, raha tsy hoe takiana na ekena ny mari-pana mahazatra D 3924.
12.1.1 Ho an'ny santionany izay naroboka: Aorian'ny fandrobohana dia diovy ary fafao amin'ny solvent mety tsara izay tsy hanimba ny fahamarinan'ny coating. Avy eo maina na omano ny tany, na izy roa, araka ny nifanarahana teo amin'ny mpividy sy ny mpivarotra.
12.2 Misafidiana faritra tsy misy kilema sy tsy fahatomombanana kely, apetraho eo amin'ny fototra mafy orina, ary eo ambanin'ny fanamafisam-peo manazava, ataovy parallel tapaka toy izao manaraka izao:
12.2.1 Ho an'ny coatings manana hatevin'ny sarimihetsika maina ka hatramin'ny 2.0 mils (50 μm) dia asio elanelana 1 mm ny elanelana ary manaova fanapahana iraika ambin'ny folo raha tsy misy ny fifanarahana.
12.2.2 Ho an'ny coatings manana savaivony sarimihetsika maina eo anelanelan'ny 2.0 mils (50 μm) sy 5 mils (125 μm), apetraho amin'ny 2 mm ny elanelana ary manaova fanapahana enina. Ho an'ny sarimihetsika matevina mihoatra ny 5 mils dia ampiasao ny fomba fitsapana A.11
12.2.3 Manaova fanapahana rehetra manodidina ny 20 mm (3⁄4 in.) ny halavany. Hetezo ny sarimihetsika mankany amin'ny substrate amin'ny hetsika tsy tapaka amin'ny fampiasana fanerena ampy amin'ny fitaovana fanapahana mba hahatonga ny sisiny hanatratra ny substrate. Rehefa manao fanapahana tokana misesy miaraka amin'ny fanampian'ny mpitari-dalana, dia apetraho eo amin'ny faritra tsy voatapaka ilay mpitari-dalana.
12.3 Rehefa vita ny fanapahana ilaina dia borosy moramora ny sarimihetsika amin'ny borosy malefaka na tavy mba hanesorana ireo tadin-tsetroka na tady misy coating.
12.4 Diniho ny sisiny ary, raha ilaina, dia esory izay misy tasy fisaka na tariby amin'ny alalan'ny fikikisana kely amin'ny vato menaka tsara. Ataovy ny isan'ny fanapahana fanampiny amin'ny 90° ary ifantohany amin'ireo tapaka tany am-boalohany.
12.5 Sasao ny faritra toy ny teo aloha ary diniho ny tsipìka ho taratry ny hazavana avy amin'ny substrate. Raha tsy tratra ny metaly dia manaova grid hafa amin'ny toerana hafa.
12.6 Esory roa feno kasety ary ario. Esory ny halavany fanampiny amin'ny hafainganam-pandeha tsy miova (izany hoe, tsy miondrika) ary tapaho ny halavany 75 mm eo ho eo.
12.7 Apetraho eo ambonin'ny grid ny afovoan'ny kasety ary eo amin'ny faritry ny gorodona malama amin'ny rantsantanana. Mba hahazoana antoka ny fifandraisana tsara amin'ny sarimihetsika dia manosotra mafy ny kasety amin'ny famafana amin'ny faran'ny pensilihazo. ny loko eo ambanin'ny kasety dia famantarana mahasoa rehefa nisy fifandraisana tsara natao.
12.8 Ao anatin'ny 90 6 30 s amin'ny fampiharana, esory ny kasety amin'ny alalàn'ny fisintonana ny tendrony malalaka ary miverina haingana amin'ny tenany amin'ny zoro 180° araka izay azo atao.
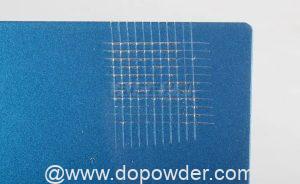
12.9 Jereo ny faritry ny grid mba hanesorana ny coating amin'ny substrate na amin'ny coating teo aloha amin'ny fampiasana ny magnifier manazava. Omeo ny mari-pamantarana mifanaraka amin'ny mari-pamantarana manaraka aseho amin'ny sary 1: 5B Ny sisin'ny tapa-kazo dia malama tanteraka; tsy misy misaraka amin'ny efamira amin'ny makarakara.
4B Tapaka kely amin'ny coating dia misaraka amin'ny fihaonan-dalana; latsaky ny 5%-n’ny faritra no voakasika.
3B Tapaka kely amin'ny coating dia misaraka amin'ny sisiny sy eo amin'ny sampanan'ny fanapahana. Ny faritra voakasika dia 5 ka hatramin'ny 15% amin'ny makarakara.
2B Ny coating dia nitsoka teny amin'ny sisiny sy ny ampahany amin'ny efamira. Ny faritra voakasika dia 15 hatramin'ny 35% amin'ny makarakara.
1B Ny coating dia nitsilopilopy teny an-tsisin'ny fanapahana amin'ny ribbons lehibe ary efa nisaraka ny efamira manontolo. Ny faritra voakasika dia 35 ka hatramin'ny 65% amin'ny makarakara.
0B Ny fikoropahana sy ny fisarahana ratsy kokoa noho ny kilasy 1.
12.10 Avereno ny fitsapana amin'ny toerana roa hafa isaky ny tontonana fitsapana.
13. Tatitra
13.1 Tatitra ny isan'ny fitsapana, ny antonony sy ny salan'izy ireo, ary ny rafitra coating, izay nitrangan'ny tsy fahombiazana, izany hoe, eo anelanelan'ny akanjo voalohany sy ny substrate, eo anelanelan'ny akanjo voalohany sy faharoa,
etc.
13.2 Lazao ny substrate ampiasaina, ny karazana coating ary ny fomba fitsaboana.
13.3 Raha toa ka voafaritra araka ny fomba fitsapana D 1000 na D 3330 ny tanjaky ny adhesion, dia mitatitra ny valiny miaraka amin'ny naoty adhesion. Raha mbola tsy voafaritra ny tanjaky ny adhesion an'ilay kasety dia tatero ny kasety manokana ampiasaina sy ny mpanamboatra azy.
13.4 Raha atao aorian'ny fandrobohana ny fitsapana dia mitatitra ny fepetra fandrobohana sy ny fomba fanomanana santionany.
14. Fahamarinana sy fitongilanana
14.1 Miorina amin'ny fitsapana roa interlaboratory amin'ity fomba fitsapana ity, ny iray amin'ireo mpandraharaha ao amin'ny laboratoara enina dia nanao fandrefesana adhesion iray tamin'ny tontonana telo tsirairay avy amin'ny coating telo mandrakotra ny adhesion isan-karazany ary amin'ireo mpandraharaha hafa ao amin'ny laboratoara enina dia nanao fandrefesana telo tamin'ny tontonana roa. Ny tsirairay amin'ireo coatings efatra samy hafa ampiharina amin'ny coating roa hafa, ny fivilian-dàlana natambatra ho an'ny anatiny sy eo anelanelan'ny laboratoara dia hita fa 0.37 sy 0.7. Mifototra amin'ireo fiviliana manara-penitra ireo, ireto fepetra manaraka ireto dia tokony hampiasaina hitsarana ny fankatoavan'ny valiny amin'ny haavon'ny fahatokisana 95%:
14.1.1 Famerenana—Ny adhesion dia mitovitovy amin'ny faritra midadasika, ny vokatra azon'ny mpandraharaha iray ihany dia tokony hoheverina ho ahiahiana raha tsy mitovy amin'ny isa mihoatra ny iray ny fandrefesana roa.
14.1.2 Famerenana—Valin-javatra roa, samy manana ny dikan'ny dika mitovy na triplicate, azon'ny mpandraharaha samihafa, dia tokony hoheverina ho ahiahiana raha tsy mitovy amin'ny isa mihoatra ny roa.
14.2 Tsy azo apetraka ny fiangarana amin'ireo fomba fitsapana ireo.
Mikatona ny fanehoan-kevitra