
PAMAAGI SA PAGSULAY-CROSS-CUT TAPE TEST-ASTM D3359-02
PAMAAGI SA PAGSULAY-CROSS-CUT TAPE TEST-ASTM D3359-02
10. Aparatus ug Materyal
10.1 Himan sa Pagputol9—Hait nga labaha, scalpel, kutsilyo o uban pang galamiton sa paggunting nga adunay cutting edge nga anggulo tali sa 15 ug 30° nga makahimo sa usa ka pagputol o pagputol.ral giputol dayon. Kini mao ang sa partikular nga importansya nga ang pagputol ngilit o mga ngilit anaa sa maayo nga kahimtang.
10.2 Giya sa Pagputol—Kon ang mga pagputol gihimo sa mano-mano (sukwahi sa mekanikal nga kagamitan) usa ka puthaw o uban pang gahi nga metal nga tul-id o template aron masiguro ang tul-id nga mga pagputol.
10.3 Rule—Tempered steel rule migraduwar sa 0.5 mm para sa pagsukod sa tagsa-tagsa nga pagtibhang.
10.4 Tape, sama sa gihulagway sa 5.3.
10.5 Rubber Eraser, sa tumoy sa lapis.
10.6 Paglamdag, sama sa gihulagway sa 5.5.
10.7 Magnifying Glass—Usa ka nagdan-ag nga magnifier nga gamiton samtang naghimo sa indibidwal nga pagputol ug pagsusi sa lugar sa pagsulay.
11. Pagsulay sa mga Espesimen
11.1 Ang mga espesimen sa pagsulay kinahanglan nga ingon sa gihulagway sa Seksyon 6. Kini kinahanglan nga matikdan, bisan pa niana, nga ang multitip cutters10 naghatag ug maayo nga mga resulta lamang sa mga lugar sa pagsulay nga igo nga eroplano nga ang tanan nga mga cutting edge makontak sa substrate sa parehas nga lebel. Susiha ang flatness nga adunay tul-id nga ngilit sama nianang sa tempered steel rule.
12. Pamaagi
12.1 Kung gikinahanglan o kung gikasabutan, ipailalom ang mga espesimen sa usa ka pasiuna nga pagsulay sa dili pa ipahigayon ang pagsulay sa tape (tan-awa ang Nota 3). Human sa pagpauga o pagsulay sa coating, ipahigayon ang tape test sa lawak nga temperatura sama sa gipasabot sa Specification D 3924, gawas kon D 3924 standard nga temperatura gikinahanglan o giuyonan.
12.1.1 Para sa mga espesimen nga naunlod: Human sa pagpaunlod, limpyo ug pagpahid sa nawong gamit ang angay nga solvent nga dili makadaot sa integridad sa coating. Unya uga o andama ang nawong, o ang duha, sumala sa gikasabutan tali sa namalit ug sa tigbaligya.
12.2 Pagpili ug lugar nga walay lama ug ginagmay nga mga depekto sa nawong, ibutang sa lig-on nga base, ug ilalom sa nagdan-ag nga magnifier, paghimo og parallel cuts sama sa mosunod:
12.2.1 Para sa mga coatings nga adunay dry film nga gibag-on hangtod sa ug lakip ang 2.0 mils (50 μm) nga gilay-on ang mga pagtibhang nga 1 mm ang gilay-on ug paghimo ug onse ka mga pagputol gawas kung gikasabutan.
12.2.2 Para sa mga coatings nga adunay dry film nga gibag-on tali sa 2.0 mils (50 μm) ug 5 mils (125 μm), space ang mga cut 2 mm ang gilay-on ug paghimo og unom ka cut. Para sa mga pelikula nga mas baga kay sa 5 mil gamita ang Test Method A.11
12.2.3 Buhata ang tanan nga mga pagputol mga 20 mm (3⁄4 pulgada) ang gitas-on. Guntinga ang pelikula ngadto sa substrate sa usa ka makanunayon nga paglihok gamit ang igo nga pressure sa cutting tool aron ang cutting edge makaabot sa substrate. Sa paghimo sa sunod-sunod nga usa ka pagputol uban sa tabang sa usa ka giya, ibutang ang giya sa wala maputol nga lugar.
12.3 Human sa paghimo sa gikinahanglan nga mga pagtibhang, silhisi ang pelikula nga hinay gamit ang humok nga brush o tisyu aron matangtang ang bisan unsang natangtang nga mga tipik o mga ribbon sa mga coating.
12.4 Susiha ang giputol nga ngilit ug, kon gikinahanglan, kuhaa ang bisan unsa nga patag nga mga spots o wire-gilid pinaagi sa pag-abra sa gamay nga bato sa lana. Himoa ang dugang nga gidaghanon sa mga pagtibhang sa 90° ngadto ug nakasentro sa orihinal nga mga pagtibhang.
12.5 I-brush ang lugar sama sa una ug susiha ang mga incision para sa pagpamalandong sa kahayag gikan sa substrate. Kung ang metal wala pa maabot paghimo og lain nga grid sa lain nga lokasyon.
12.6 Kuhaa ang duha ka kompleto nga laps sa tape ug ilabay. Kuhaa ang dugang nga gitas-on sa usa ka makanunayon (nga mao, dili jerked) nga rate ug guntinga ang usa ka piraso nga mga 75 mm (3 pul.) ang gitas-on.
12.7 Ibutang ang sentro sa tape sa ibabaw sa grid ug sa dapit sa grid nga hapsay ngadto sa dapit pinaagi sa usa ka tudlo. Aron masiguro ang maayo nga kontak sa pelikula, kuhaa ang tape nga lig-on gamit ang eraser sa tumoy sa usa ka lapis. Ang kolor sa ilawom sa teyp usa ka mapuslanon nga timailhan kung nahimo ang maayong kontak.
12.8 Sulod sa 90 6 30 s sa paggamit, kuhaa ang teyp pinaagi sa pag-ilog sa libre nga tumoy ug paspas (dili gibira) balik sa iyang kaugalingon sa duol sa anggulo nga 180° kutob sa mahimo.
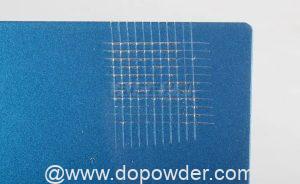
12.9 Inspeksyon ang grid area alang sa pagtangtang sa coating gikan sa substrate o gikan sa miaging coating gamit ang illuminated magnifier. I-rate ang adhesion subay sa mosunod nga sukdanan nga gihulagway sa Fig. 1: 5B Ang mga kilid sa mga giputol hingpit nga hapsay; walay bisan usa sa mga kuwadrado sa rehas nga natangtang.
4B Ang gagmay nga mga tipik sa sapaw gibulag sa mga interseksyon; ubos sa 5% sa lugar ang apektado.
3B Ang gagmay nga mga tipik sa sapaw gibulag sa mga kilid ug sa mga intersection sa mga pagtibhang. Ang apektadong lugar mao ang 5 hangtod 15% sa lattice.
2B Ang sapaw nataptan sa daplin ug sa mga bahin sa mga kwadro. Ang lugar nga apektado mao ang 15 ngadto sa 35 % sa lattice.
1B Ang sapaw nag-flake ubay sa mga ngilit sa mga giputol sa dagkong mga ribbon ug ang tibuok nga mga kwadro natangtang. Ang dapit nga apektado mao ang 35 ngadto sa 65 % sa lattice.
0B Mas grabe pa sa Grade 1 ang flaking ug detatsment.
12.10 Balika ang pagsulay sa duha ka lain nga mga lokasyon sa matag panel sa pagsulay.
13. Pagreport
13.1 I-report ang gidaghanon sa mga pagsulay, ang ilang mean ug range, ug alang sa mga coating system, kung diin nahitabo ang kapakyasan, nga mao, tali sa una nga coat ug substrate, taliwala sa una ug ikaduha nga coat,
ug uban pa
13.2 I-report ang substrate nga gigamit, ang klase sa coating ug ang pamaagi sa pag-ayo.
13.3 Kung ang kalig-on sa adhesion natino subay sa Mga Pamaagi sa Pagsulay D 1000 o D 3330, i-report ang mga resulta sa (mga) rating sa adhesion. Kung ang kalig-on sa pagdikit sa tape wala pa matino, i-report ang piho nga tape nga gigamit ug ang tiggama niini.
13.4 Kung ang pagsulay gihimo pagkahuman sa pagpaunlod, ireport ang mga kondisyon sa pagpaunlod ug pamaagi sa pag-andam sa sample.
14. Katukma ug Bias
14.1 Pinasukad sa duha nga interlaboratory nga mga pagsulay sa kini nga pamaagi sa pagsulay sa usa diin ang mga operator sa unom nga mga laboratoryo naghimo usa ka pagsukod sa pagdikit sa tulo nga mga panel matag usa sa tulo nga mga sapaw nga naglangkob sa usa ka halapad nga pagpilit ug sa ubang mga operator sa unom nga mga laboratoryo naghimo sa tulo nga pagsukod sa duha nga mga panel. matag usa sa upat ka lain-laing mga coatings nga gigamit sa ibabaw sa duha ka lain nga mga coatings, ang pooled standard deviations alang sa sulod- ug tali sa mga laboratoryo nakit-an nga 0.37 ug 0.7. Pinasukad sa kini nga mga sumbanan nga paglihis, ang mga musunud nga pamatasan kinahanglan gamiton alang sa paghukom sa pagkadawat sa mga resulta sa 95% nga lebel sa pagsalig:
14.1.1 Repeatability—Gihatagan ang adhesion uniporme sa usa ka dako nga nawong, ang mga resulta nga nakuha sa parehas nga operator kinahanglan nga isipon nga suspetsado kung kini magkalainlain sa labaw sa usa ka yunit sa rating alang sa duha nga pagsukod.
14.1.2 Reproducibility—Duha ka mga resulta, matag usa ang mean sa mga duplicate o triplicates, nga nakuha sa lain-laing mga operators kinahanglan nga isipon nga suspek kon sila magkalahi sa labaw pa kay sa duha ka rating units.
14.2 Dili ma-establisar ang bias para sa kini nga mga pamaagi sa pagsulay.
Ang mga komento kay Sirado